Известно, что основными факторами, влияющими на гранулометрический состав штабеля после взрывных работ являются: крепость пород по М.М. Протодьяконову f; плотность горной массы в целике rм; трещиноватость разрушаемого материала; упругие свойства массива; паспорт буровзрывных работ: удельное количество шпуров на м3 горной массы в целике lуд; вид вруба; расположение шпуров и подвигание за цикл lц; площадь поперечного сечения выработки Sпр; наличие обнажённых плоскостей; очерёдность и замедление при взрывании групп шпуров и др.
Таким образом, F(d) представляет собой сложную многофакторную зависимость, в которой переплетается влияние многих случайных факторов. На основе обобщения производственного опыта выделены 5 групп функций распределения (рис. 5.4), различающихся средним размером куска – от 0,25dmax до 0,75dmax и видом функции распределения – экспоненциальные, равномерной плотности и логарифмические. Эти кривые образуют поле, внутри которого может быть построено множество функций F(d).
Для ориентировочного выбора функции распределения F(d) с учётом уровня изученности вопроса предлагается качественная модель (рис. 5.4), учитывающая влияние основных факторов: крепости породы f, площади поперечного сечения выработки Sпр, м2; удельного количества взрывчатого вещества – lуд, кг/ м3, и наличие дополнительной площади обнажения при взрывании nоб, подвигание за цикл lц. Задача решается методом качественных оценок путём расчёта обобщённого коэффициента kF [102]:
![]() ; (5.1)
; (5.1)
при kF = 1 – необходимо ориентироваться на рядовой штабель – F4(x),
где x = di/ dmax. С увеличением kF – возрастает математическое ожидание mx и долевое содержание крупных фракций. Для kF = 1,5-2 – принимается кривая F1(x), kF = 2-2,5 – F2(x); kF = 2,5-3 и более – F3(x). Если kF < 1 – принимается кривая распределения F5(x), для которой характерны минимальный средний размер куска и высокое содержание мелких фракций.
В качестве базовых значений влияющих факторов приняты: крепость породы средневзвешенная по забою, fб = 10; сечение выработки в проходке Sпр = 16,1 м2; удельное количество BB – lудб = ![]() ; подвигание за цикл
; подвигание за цикл ![]() = 2 м; количество обнажённых плотностей nоб = 1.
= 2 м; количество обнажённых плотностей nоб = 1.
Значения коэффициентов качественной оценки Kf, KSпp, Klцб, Klц, Kп определяются как отношение фактического значения показателей к базовым.
Отбор конкурирующих вариантов ППТМ. Производится в соответствии с рекомендациями, приведёнными в главе 4 – для ППТМ с использованием известных и широко распространённых погрузочных машин типа 1ППН-5, МПК-3 и МПК-1000Т. Выбор производится из 7 вариантов, представленных в базе типовых технологических схем ППТМ (блок 4). Типовая технологическая схема допускает модификацию при изменении конструктивных параметров погрузочного и(или) призабойного транспортного оборудования.
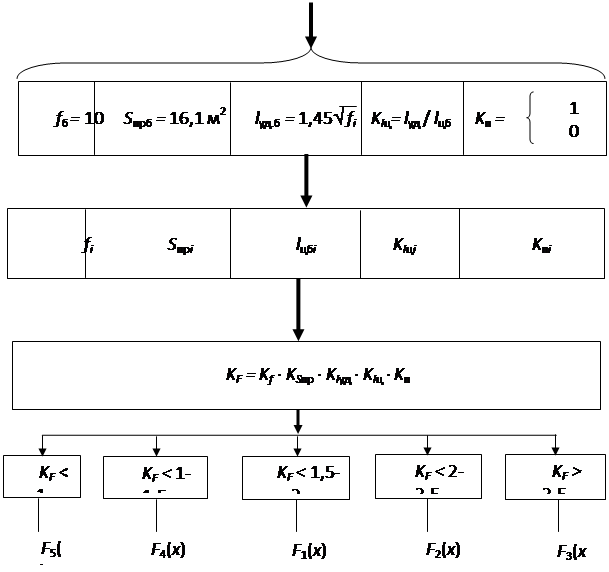
Рис. 5.4. Фрагмент алгоритма выбора гранулометрического состава штабеля
При отборе вариантов ППТМ необходимо учитывать следующие основные факторы: условия и возможности вписывания оборудования во внутренние контуры выработки (в свету); предельные границы применимости оборудования по горно-технологическим условиям; крепость горной массы, fmax; максимальный размер куска погружаемого материала, dmax; угол наклона почвы выработки, bmax; ширину фронта погрузки, Bпогр.max.