Рис. 5.12. Матрица вариантов ковшовых ППТМ
Величина N определяется для каждого цикла проходки из условия:
 (5.7)
(5.7)
где ![]() – объём черпания (в разрыхленном состоянии);
– объём черпания (в разрыхленном состоянии); ![]() – коэффициент разрыхления;
– коэффициент разрыхления; ![]() – допустимая относительная ошибка. Величину
– допустимая относительная ошибка. Величину ![]() можно определить как отношение части a вместимости ковша
можно определить как отношение части a вместимости ковша ![]() к объёму штабеля.
к объёму штабеля.
Тогда условие (5.7) можно переписать в виде:
 . (5.8)
. (5.8)
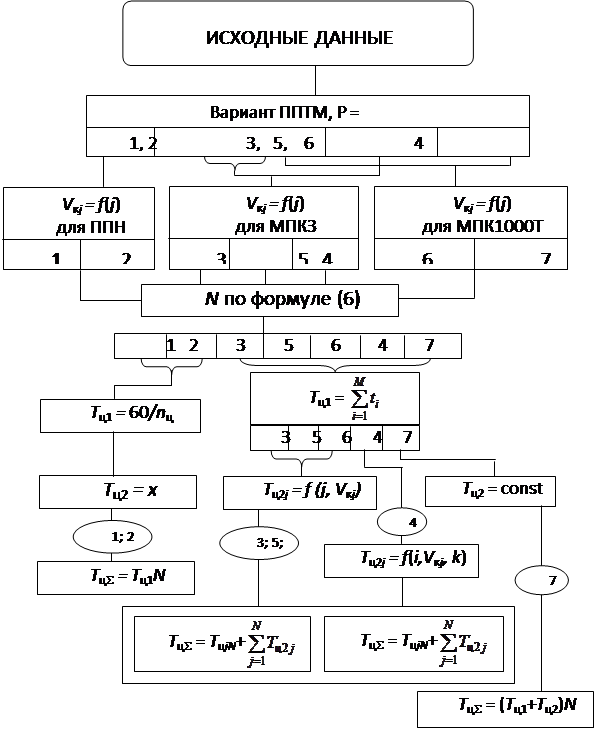
Итак, для определения ТцУ необходимо использовать модели формирования Vкj, j = 1, N при выгрузке штабеля и модели формирования Тцj = Тц1j + Тц2j. Причём Тц1j можно определить по нормативным паспортным данным; Тц2j – изменяется по мере уборки штабеля; эта величина должна определяться как случайная. Продолжительность доставки зачерпнутого груза к месту передачи в ПЗТ – Тц2j зависит от варианта ППТМ. Для вариантов 1 и 2 (рис. 5.12) Тц2j = 0; для вариантов 3, 5 и 6 при неподвижном (в период погрузки) перегружателе Тц2j = f(j,Vкj); для варианта 4 продолжительность доставки груза зависит от j, Vкj и номера (расположения относительно забоя) загружаемой вагонетки; поэтому для этого варианта Тц2j=f(j,Vкj, k), где k – номер загружаемой вагонетки мини-состава. Наконец, для варианта 7 часть горной массы погружается и выдаётся взрывонавалочным конвейером; оставшаяся масса загружается ковшом при Тц2j=const; Тц2j равно среднему времени поворота стрелы ковша от места захвата горной массы до оси конвейера. Из этого следует, что при определении суммарного времени чистой погрузки ТчS необходимо скомпоновать следующую структуру программы (рис. 5.13). На рисунке 5.13 дополнительно обозначено: nц – количество циклов черпания в минуту, которое может быть реализовано на колёсно-рельсовых машинах (nц = 4-5); М – число элементарных операций, из которых слагается цикл черпания ковшовой ШТМ; k – число вагонеток в мини-составе (k = 3–6).
Процедуры моделирования случайных объёмов захвата Vкj приведены в пп. 3.1–3.3, 4.1, случайных значений поцикловой продолжительности единичных черпаний Tцj – в пп. 4.2 и 5.2.
При работе ковшовой ШПМ, как известно из работы [5], имеют место подготовительно-заключительные (ПЗО) и вспомогательные операции, совокупность которых сводится к следующему: i = 1; подготовительно-заключи-тельные, продолжительность, Tвс.1; i = 2; оборка забоя, Tвс.2; i = 3; передвижка временной предохранительной крепи, Tвс.3; i = 4; зачистка почвы и подкидка породы к погрузочной машине, Tвс.4; i = 5; раскайловка крупных кусков породы, Tвс.5; i = 6; обмен одиночных вагонеток, Tвс.6; i =7; обмен партии вагонеток, Tвс.7; i = 8; укладка и передвижка рельсов временного пути, Tвс.8; i = 9; наращивание напочвенного конвейера, Tвс.9; i = 10; наращивание ленточного конвейера, Tвс.10; i = 11; наращивание ленты, Tвс.11; i = 12; передвижка механизированная перегружателя, Tвс.12; i = 13; расчистка транспортных коммуникаций при погрузке в вагонетки Tвс.13; i = 14; то же при погрузке на конвейер, Tвс.14.
Для расчёта производительности ППТМ необходимо выделить те операции, которые технологически необходимы при погрузке и не могут быть с ней совмещены. Таким образом, все операции с индексами i=1…14 разделены на группы:
выполняемые в период погрузки, но не совмещаемые с ней во времени, то есть требующие остановки процесса погрузки; эти операции удлиняют процесс погрузки;
выполняемые в процессе погрузки и совмещаемые с ней во времени и в пространстве; эти операции не удлиняют процесс погрузки и не удлиняют продолжительность проходческого цикла;
выполняемые во времени за пределами операций «погрузка – призабойный транспорт», как правило, по окончании проходческого цикла или в ремонтно-подготовительную смену; эти операции не увеличивают длительность процесса погрузки, но влияют в целом на общую производительность проходческой системы.
 |