1 – JJ = 4, Lo = 6 м; 2 – JJ =8, Lo =12 м;
3 – JJ = 12, Lo = 18 м; 4 – JJ = 16, Lo = 24 м.
|
Формирование объёма груза на выходе |
Формирование высоты слоя на выходе |
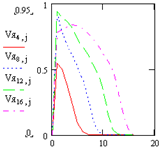
Изменение объёма груза и высоты слоя в ячейках по номерам циклов ТТО

Изменение случайного среднего размера кусков на выходе
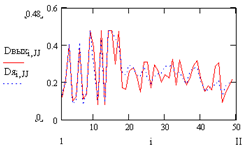
Рис. 4.5. Результаты моделирования рабочего процесса клинового ТТО в среде Mathcad

Рис. 4.6. Формирование грузопотока клиновым ТТО при погрузке (![]() ) и манёврах (
) и манёврах (![]() )
)
На рисунке 4.7 проиллюстрировано соотношение объёмов горной массы, поступивших на вход перегружателя (линия VШПМ), и выгруженных через последнюю ячейку для тех же четырёх вариантов ТТО.
Как видно из таблиц 4.2 и 4.3 и графиков, во всех вариантах пропускная способность ТТО соответствует производительности на входе. Ограничивающим фактором является максимальная высота слоя транспортируемого груза: VШПМ = 0,231 м3/цикл (q = 2,58 м3/мин) Hсл.max = 0,37 м; при VШПМ = 0,335 м3/цикл (q = 3,75 м3/мин) Hсл.max = 0,46 м.
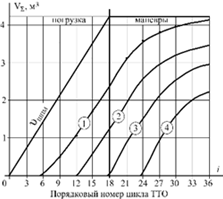
Рис. 4.7. Зависимость объёмов, выгруженных ТТО через последнюю ячейку, от номера цикла ТТО; VШПМ – накопленный объём груза
При увеличении длины перегружателя растёт время запаздывания выхода материала через конечную ячейку. Однако это обстоятельство не снижает качества функционирования перегружателя, так как значительная доля объёма груза транспортируется к выходу в период паузы в подаче груза на перегружатель.
Функционирование перегружателя при случайном изменении размера куска представлено в приложении 2. Моделирование рабочего процесса выполнено для оценки влияния следующих факторов: число ячеек перегружателя JJ = 4; 8; 12; 16; входной грузопоток ![]() ШПМ (M
ШПМ (M![]() вх) = 0,231; 0,335 м3/цикл; входной грузопоток
вх) = 0,231; 0,335 м3/цикл; входной грузопоток ![]() ШПМ (M
ШПМ (M![]() вх) = 0,231; 0,335 м3/цикл; коэффициент вариации входного грузопотока
вх) = 0,231; 0,335 м3/цикл; коэффициент вариации входного грузопотока ![]() =0,2; 0,3; 0,4; средний размер куска в штабеле dср(MDср) = 0,2; 0,3; 0,4 м; количество циклов ТТО, в течение которых на вход подаётся груз К = II; К = II/3.
=0,2; 0,3; 0,4; средний размер куска в штабеле dср(MDср) = 0,2; 0,3; 0,4 м; количество циклов ТТО, в течение которых на вход подаётся груз К = II; К = II/3.
В качестве базовых параметров приняты:
JJ = 16; M![]() вх = 0,231 м3/цикл;
вх = 0,231 м3/цикл; ![]() =0,2; MDср = 0,2; К =II/3.
=0,2; MDср = 0,2; К =II/3.
При разработке программы в систему функционирования клинового ТТО внесены следующие дополнительные ограничения:
1) если коэффициент вариации размера куска на входе или выходе из ячейки превышает 0,25, то принимается предельное значение (SDвых/MDср)= 0,25. Это условие установлено на основе соотношения (2.3):
 .
.
В обозначениях, принятых в программе моделирования, условие записывается следующим образом:
 ;
;
2) объём груза в ячейке и на выходе из ячейки ![]() я ³ 0;
я ³ 0; ![]() вых ³ 0;
вых ³ 0;
3) моделирование среднего случайного размера куска в малом выделенном объёме: ![]() я;
я; ![]() вых производится по усечённому нормальному закону распределения с ограничениями 0,4 dср £ di,j £ 0,8 dmax, где dср, dmax – средний, максимальный размер куска в штабеле.
вых производится по усечённому нормальному закону распределения с ограничениями 0,4 dср £ di,j £ 0,8 dmax, где dср, dmax – средний, максимальный размер куска в штабеле.
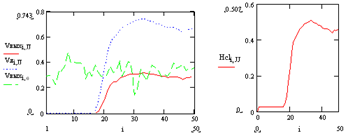
В каждом варианте в результате моделирования устанавливались следующие зависимости и числовые характеристики (рис. 4.5):
формирование грузопотока на входе ![]() выхi,0;
выхi,0;
формирование случайного грузопотока на выходе последней ячейки – в функции порядкового номера цикла работы ТТО:
![]() выхi,JJ = f1 (i);
выхi,JJ = f1 (i);