Хвостовой отсек лопасти состоит из обшивки, склеенной с сотовым заполнителем, с двумя торцевыми нервюрами и хвостовым стрингером. Хвостовой отсек приклеен к полкам и задней стенке лонжерона [1].
Процесс прессования не позволяет изменять форму сечения по заданному закону, поэтому требуемую высоту профиля по длине лопасти можно обеспечить только за счет фрезерования внешней поверхности.
В результате конструктор имеет возможность разрабатывать конструктивно-силовую схему лопасти только прямоугольной формы в плане (сужение η = 1).
Лопасти с лонжероном замкнутой формы позволяют использовать технические средства постоянного контроля усталостных разрушений материала лонжерона. Система сигнализации повреждения цельнометаллических лонжеронов состоит из сигнализатора давления воздуха и заглушек на концах лонжерона. Внутренняя полость лонжерона заполняется воздухом под давлением, превышающим давление начала срабатывания сигнализатора. В случае появления в лонжероне трещины давление воздуха в нем падает. Информация о разгерметизации полости лонжерона поступает от сигнализатора давления в виде выдвижения красного колпачка сильфона, установленного в комлевой части каждой лопасти [3].
Лопасти смешанной конструкции. Лопасти смешанной конструкции имеют стальной трубчатый лонжерон, подкрепленный по длине кольцевым слоем композитного материала. Примером такой лопасти является лопасть вертолета Ми-26, стальной трубчатый лонжерон которой подкреплен стеклопластиковым каркасом.
Лопасть НВ вертолета Ми-26 состоит из общей носовой части и отдельных хвостовых отсеков, а также комлевого и концевого обтекателей (рисунок 1.9). В носовую часть, изготовленную по форме профиля лопасти, входят стальной трубчатый лонжерон, пенопластовый заполнитель и пакет противообледенительной системы. Лонжерон воспринимает все нагрузки от носовой части и хвостовых отсеков лопасти с помощью специальных компенсаторов. Труба лонжерона облицована по наружному диаметру слоем стеклоленты для обеспечения прочного соединения лонжерона с каркасом, защиты его от коррозии и для образования каналов системы сигнализации о повреждении лонжерона. Обшивка носовой части лопасти образована из восьми слоев стеклоткани, компенсаторы изготовлены из стеклопластика. Они представляют собой как бы продольные нервюры носовой части лопасти, связывающие обшивку лопасти с лонжероном и обеспечивающие передачу нагрузок с хвостовых отсеков и носовой части на лонжерон. Компенсатор состоит из набора прямоугольных участков стеклоткани, склеенных связующим и прошедших режим полимеризации [1].
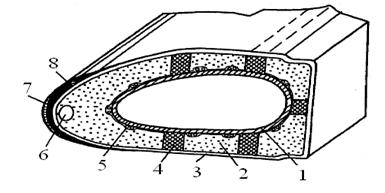
Рисунок 1.9 – Конструктивно-силовая схема носовой части лопасти вертолета Ми-26, где 1 – стальной трубчатый лонжерон; 2 – заполнитель из самовспенивающегося пенопласта; 3 – обшивка из стеклопластика; 4 – компенсатор из пенопласта; 5 – каналы системы обнаружения усталостных трещин в лонжероне; 6 – электропроводка; 7 – противоабразивная накладка; 8 – нагревательная накладка
Хвостовой отсек включает в себя обшивку с двумя слоями стеклоткани, стеклопластиковые нервюры, хвостовой стрингер, дюралюминиевый закрылок и сотовый заполнитель из специальной бумаги, обладающей высоким сопротивлением усталости и коррозионной стойкостью. Все хвостовые отсеки имеют закрылки для изменения шарнирного момента и усилий в цепи управления [1].