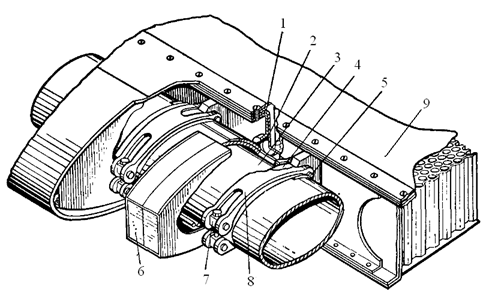
Рисунок 1.7 – Отсек лопасти с трубчатым стальным лонжероном, где 1 башмак; 2 – цапфа; 3 – лонжерона; 4 – хомут; 5 – болт; 6 – пенопластовый блок; 7 – крестовина; 8 – лента; 9 – хвостовой отсек
Упругие изгибные деформации лопасти в плоскости вращения таковы, что задняя кромка лопасти, находящаяся на наибольшем удалении от оси жесткости, испытывает значительные сжимающие усилия, особенно на режимах раскрутки НВ. Для разгрузки от переменных усилий задняя часть лопасти выполняется разрезной и обычно состоит из отдельных, не связанных между собой отсеков с резиновыми вкладышами между ними, которые предотвращают перетекание воздуха с нижней на верхнюю поверхность лопасти. При изгибных деформациях лонжерона лопасти хвостовые отсеки практически не нагружаются. Обшивка является наиболее нагруженным элементом конструкции хвостового отсека. Она передает на лонжерон центробежную силу отсека, изгибающие моменты, создаваемые аэродинамическими и инерционными силами, и деформируется в зоне прикрепления вместе с лонжероном [1]. Использование в конструкции отдельных секций позволяет в производстве легко обеспечить крутку лопасти, а в случае повреждения одной из секции заменить ее, не заменяя всей лопасти [5].
В конструкции лопасти, основанной на стальной трубе, лонжерон обычно защищен каркасом и не может быть механически поврежден при эксплуатации [3].
Лопасти с прессованным лонжероном применяются на вертолетах Ми 2, Ми-8, Ми-24. Лопасти имеют прессованный лонжерон из алюминиевого сплава, представляющий собой пустотелую балку с внутренним контуром постоянного сечения [1].
Использование прессованного профиля из дюралюминиевого материала позволило формировать профиль лонжерона с наиболее целесообразным сечением (рисунок 1.8). Применение замкнутого профиля, полученного методом прессования (экструзия), ограничил диапазон использования существующих дюралюминиевых сплавов. В процессе прессования происходит разделение материала на две части, поэтому и формирующем профиль инструменте (фильере) эти две части должны соединяться и свариваться давлением. Чтобы структура материала в местах сварки не ухудшалась, необходимо применять материал с высокой коррозионной стойкостью. Усталостная прочность дюралюминиевого лонжерона может снизиться из-за дефектов, возникающих в процессе прессования профиля и механической обработки лонжерона [3]. Поэтому наружную и внутреннюю поверхности лонжерона подвергают нагартовыванию стальными шариками вибрационным методом [1]. Предел выносливости может быть доведен до амплитуды изгибных динамических напряжений σω min = 55–60 МПа при постоянной части нагружения равной 60 МПа [3].
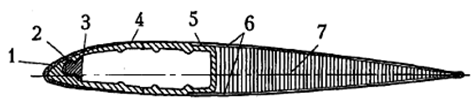
Рисунок 1.8 – Сечение лопасти с дюралюминовым прессованным лонжероном, где 1 – пакет противоабразивной накладки; нагревателя и прокладки диэлектрика; 2 – резиновый слой; привулканизированный к отсекам противофлаттерного груза (3) из стали; 4 – лонжерон; 5 – клеевое соединение дюралюминовой обшивки хвостового отсека (6) с лонжероном; 7 сотовый заполнитель из алюминиевой фольги
Для повышения жесткости верхняя и нижняя полки лонжерона имеют внутри ребра. Первые от носка ребра служат направляющими для противовеса, устанавливаемого в целях обеспечения требуемой поперечной центровки лопасти. Противовес состоит из отдельных частей, покрытых резиной для уплотнения и предохранения от коррозии. Под концевым обтекателем имеется винтовой упор, удерживающий противофлаттерные грузы от продольных перемещений. Комлевая часть лонжерона утолщена для установки на ней стального наконечника, который крепится к лонжерону стальными болтами и для предохранения от коррозии дополнительно приклеивается к лонжерону. Щеки наконечника имеют увеличивающееся к заделке во втулке сечение для более плавного включения их в работу при изгибе и растяжении. На концевой части лонжерона крепятся на двух шпильках стальные балансировочные пластины статического момента массы лопасти [1].