Страница 13
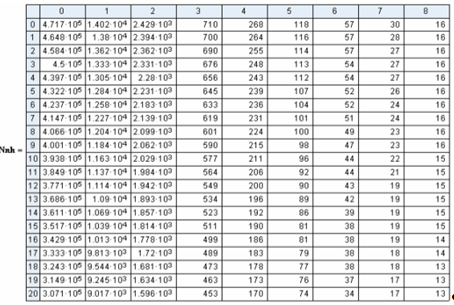
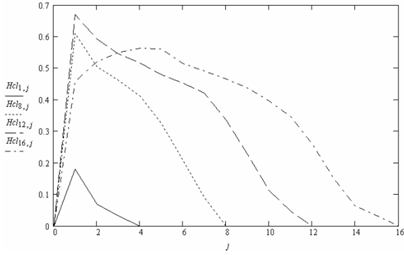
4.3. Гранулометрический состав штабеля
По горизонтали: i – разряды крупности горной массы
По вертикали: j – циклы черпания
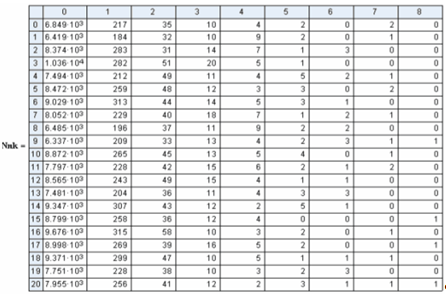
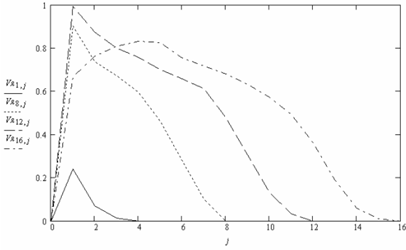
4.4. Число кусков i-й фракции, попавших в объём ковша в результате j-го цикла отбора материала (Nnkij)
По горизонтали: i – разряды крупности горной массы
По вертикали: j – циклы черпания
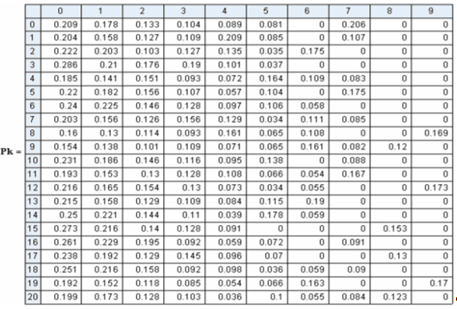
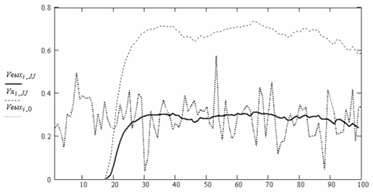
4.5. Долевое содержание i-й фракции в ковше по объёму после j-го цикла отбора материала из штабеля
По горизонтали: i – разряды крупности горной массы
По вертикали: j – циклы черпания
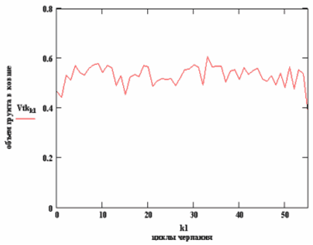
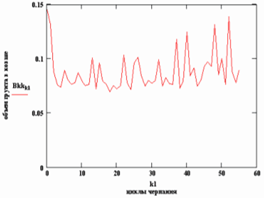
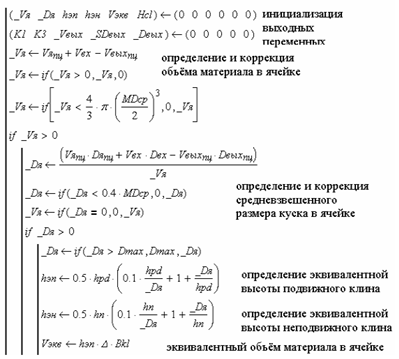
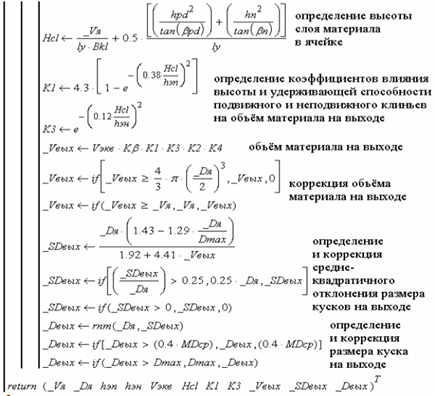
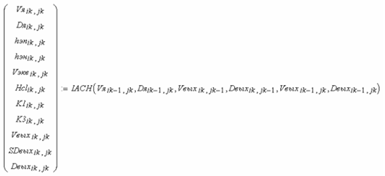
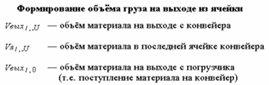
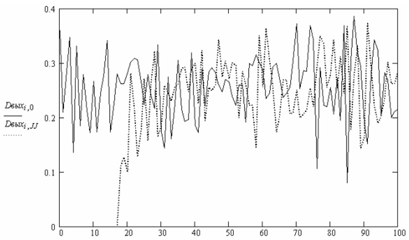
4.6. Изменение объёма горной массы в ковше

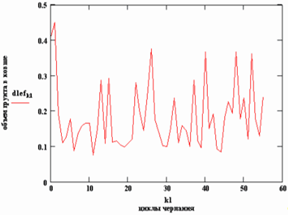
4.7. Изменение объёма горной массы перед кромкой ковша

4.8. Изменение диаметра куска горной массы перед кромкой ковша

Приложение 2





Размещено на Allbest.ru
Характеристика аккумуляторно-электротехнического участка зоны
ТР АТП
Объединенный участок по выполнению работ ТО и ТР аккумуляторных батарей (АКБ) и электротехнического оборудования (электропроводки, реле, генераторов, стартеров, распределителей и т.д.) производит – подзаряд, заряд и ремонт А.К.Б., а также приготовление дистиллированной воды и электролита. А.К.Б. ремонтируют на специальном оборудовании в специально отведенном помещении, где заменяют заливную мастику и неисправные детали. Отливают свинцовые детал ...
Расчет численности производственных рабочих
Общее технологически необходимое (явочное) число рабочих в АТП определяется по формуле:
(44)
где Тотд – годовой объем работ по ТО и ТР подвижного состава АТП;
Фр.м. – годовой фонд времени рабочего места;
(45)
где Кр – число рабочих дней в году; Кр = 305;
tсм – продолжительность смены, ч; tсм = 8ч;
Кп – число предвыходных и предпраздничных дней, в которые сокращается рабочая смена; Кп = 58;
tс – время, на которое сокращается смена в праз ...
Гидравлический и пневматический трубопроводный транспорт контейнеров
До недавнего времени перемещение жидких, сыпучих и газообразных материалов осуществлялось, как правило, железнодорожным, водным и автомобильным транспортом. Вместе с тем увеличивавшиеся с каждым годом объёмы перевозок указанных материалов начали требовать не только дальнейшего развития и совершенствования существующих транспортных систем, но и изыскания новых и эффективных способов транспортирования грузов, отличающихся простотой и высокими эко ...