dср = 0,2 м; a = 0о; j = 45о; f = 7; 10; 13; Ншт = 1,8 м (табл. 3.3).
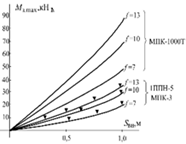
![]() Рис. 3.9. Зависимости максимального момента сопротивлений черпанию от глубины внедрения: – экспериментальные точки (коэффициент влияния высоты штабеля
Рис. 3.9. Зависимости максимального момента сопротивлений черпанию от глубины внедрения: – экспериментальные точки (коэффициент влияния высоты штабеля ![]() не зависит от глубины внедрения)
не зависит от глубины внедрения)
Таблица 3.3
Конструктивные характеристики ковшей
|
Параметры ковша |
1ППН-5 |
МПК-3 |
МПК-1000Т |
|
Ширина ковша, Вк, м |
1 |
1 |
1 |
|
Радиус вращения передней кромки, Rк, м |
0,75 |
1,33 |
1,52 |
|
Высота центра вращения ковша, hк, м |
0,283 |
0,275 |
0,97 |
|
Глубина внедрения днища до начала боковых стенок, S1, м |
0,1 |
0,1 |
0,4 |
|
Угол наклона передней кромки боковых стенок к почве, A, град. |
70 |
70 |
70 |
|
Угол отклонения боковых стенок от вертикали, С1, град |
30 |
0 |
0 |
Для моделей сопротивлений внедрению Wвн(S) и максимальных моментов сопротивлений зачерпыванию Wз.max(S) необходимо уточнить влияние угла откоса штабеля. Все известные опытные данные получены для так называемой «классической» формы штабеля, при этом в расчёт вводится коэффициент влияния высоты штабеля [37] (рис. 3.10):
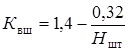 . (3.27)
. (3.27)
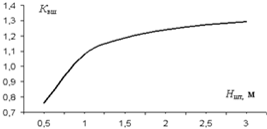
Рис. 3.10. Зависимость коэффициента Квш от высоты штабеля Hшт
Это соотношение справедливо для критической высоты штабеля, когда её дальнейшее увеличение не влияет на рост сопротивлений. Таким образом, величина Квш нуждается в корректировке: необходимо ввести влияние высоты штабеля с разделением на до- и послекритическое состояние и уточнить влияние угла откоса. Характер зависимости (3.27) в принципе соответствует физике процесса внедрения и зачерпывания, так как с увеличением Hшт объём сдвига по отношению к критическому объёму сдвига возрастает сначала быстро, затем – медленно. Это видно из приведённой схемы процесса (рис. 3.11).
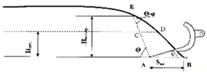
Рис 3.11. Изменение объёма (площади) сдвига с ростом высоты штабеля: АВЕ – критический объём сдвига; АСDВ – фактический объём сдвига
Однако в процессе внедрения днища ковша меняется положение точек, определяющих объём сдвига. Если линия сдвига выходит на откос, то из геометрических соотношений
 .
.
Введём обозначение  – функция, определяющая положение откоса штабеля и линию сдвига. Задача состоит в том, чтобы построить такую функцию Kвш, которая учитывала бы для каждого мгновенного значения Sвн реальную высоту штабеля, влияющую на основные характеристики процесса. Эта функция будет отражать влияние формы штабеля, в частности угла откоса, и реально воздействующей на процесс высоты штабеля Hшт(Sвн) на зависимости Wвн(Sвн) и Мз.max(Sвн).
– функция, определяющая положение откоса штабеля и линию сдвига. Задача состоит в том, чтобы построить такую функцию Kвш, которая учитывала бы для каждого мгновенного значения Sвн реальную высоту штабеля, влияющую на основные характеристики процесса. Эта функция будет отражать влияние формы штабеля, в частности угла откоса, и реально воздействующей на процесс высоты штабеля Hшт(Sвн) на зависимости Wвн(Sвн) и Мз.max(Sвн).
С учётом этих требований сущность корректирующего предложения заключается в следующем:
1) коэффициент Kвш = f(Hшт) должен работать не в среднем на любую глубину внедрения и не на любой угол откоса, а как мгновенное значение для конкретной глубины внедрения и конкретной высоты штабеля, которая, в свою очередь, является функцией глубины внедрения; таким образом, для заданного профиля штабеля по оси выработки H = f(x) в каждой точке x известна высота штабеля; для этой конкретной высоты определяется Kвш, перемещение x внутрь штабеля задаётся схемой выгрузки штабеля, то есть порядком чередования черпаний по длине и по фронту;