Авторемонтное предприятие имеет иерархическую структуру с функциональным управлением, где каждый функциональный блок разделен на производственные участки, тесно связанные между собой (часто совмещенные), на которых выполняются специальные работы характерные для данного функционального блока (цеха). Каждый участок характеризуется наличием специального оборудования, требующего грамотного управляющего воздействия специалиста, обусловленным конкретной производственной задачей.
Участки основного производства
Основное производство тесно связано с непосредственным решением производственной задачи, ремонтом и производством технологического оборудования. Деятельность основного производства ориентирована на извлечение прибыли и достижение целей авторемонтного предприятия.
К участкам основного производства относят:
1) Разборочно-очистной участок: диагностирование агрегатов, наружная очистка автомобилей, разборка их на агрегаты, подразборка, очистка подразобранных агрегатов, разборка агрегатов на сборочные единицы очистка сборочных единиц, разборка сборочных единиц, очистка деталей. Оборудование данного участка классифицируется в зависимости от вида выполняемых работ: диагностическое, моечное оборудование, приспособления и инструменты для разборки.
Диагностирование автомобиля предусматривает определение основных технических показателей автомобиля с помощью специального оборудования (Рис.2.1.):
1. Центральный диагностический модуль
2. Газоанализатор, дымомер
3. Тестер аккумуляторных батарей
4. Установка для проверки и чистки инжекторных форсунок
5. Установка для обслуживания кондиционеров с тестером утечек
6. Устройство для вытяжки отработавших газов
7. Набор инструментов электрика
8. Стробоскоп
9. Тестер давления топлива
10. Компрессометр и пневмовакуумметр
авторемонтный производство технический склад
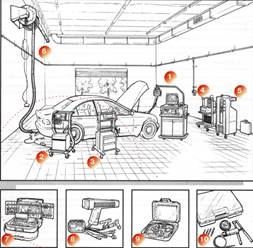
Рис.2.1 Участок диагностики автомобиля
Моечные операции выполняются при помощи специального моечного оборудования: моечные площадки (для наружной мойки автомобиля), моечные установки, блоки и машины для мойки мелких деталей и узлов автомобилей.
2) Участок дефектации деталей: определение технического состояния и сортировка деталей. Дефектация деталей подразумевает инструментальный и многостадийный контроль. В процессе дефектации деталей используются следующие методы контроля:
· органолептический осмотр (внешнее состояние детали, наличие деформаций, трещин, задиров, сколов и т.д.);
· инструментальный осмотр при помощи приспособлений и приборов (выявление скрытых дефектов деталей при помощи средств неразрушающего контроля);
· бесшкальных мер (калибры и уровни);
· микрометрических инструментов (линейки, штанген-инструменты, микрометры и т.д.) для оценки размеров, формы и расположения поверхностей деталей.
3) Участок восстановления деталей: операции сварки, наплавки, нанесения электрохимических покрытий, переработки резины и пластмасс, механические, слесарные, кузнечные, термические, прессовые, восстановление отдельных деталей (корпусных, валов и др.) или их групп.
4) Медницкий участок: ремонт водяных и масляных радиаторов, топливных баков, масляных фильтров, трубопроводов, упорных шайб, втулок и др. На данном участке используются в основном сварочные и наплавочные операции.
5) Термический участок: термическая и химико-термическая обработка заготовок. На термическом участке осуществляется нагрев и выдержка металлических или неметаллических материалов при высоких температурах в химически активных средах (твердых, жидких, газообразных). Химико-термическую обработку проводят с целью обогащения поверхностных слоев изделий определенными элементами. Их называют, насыщающими элементами или компонентами насыщения.В результате такой обработки формируется диффузионный слой, т.е. изменяется химический состав, фазовый состав, структура и свойства поверхностных слоев. Изменение химического состава обуславливает изменения структуры и свойств диффузионного слоя.