Т а б л и ц а 6.4 − Элементы проектируемых и отрезаемых кривых
b = Lпр sinb2 Lc sinb1; (6.52)
b = 1790,11∙0,558205 1732,53 ∙ 0,560113 = 28,84 м.
Пикетажное значение начала и конца проектируемых круговых кривых и неправильного пикета:
Первая кривая: Вторая кривая:
_ НКс1 ПК 77 + 78,54 + НКс2 ПК 82 + 23,44
b 28,84 K 59,06
+НКпр1 ПК 77 + 49,70 + НКпр2 ПК 82 + 82,50
Кпр1 3 + 40,05 Кпр2 2 + 66,72
ККпр1 ПК 80 + 89,75 ККпр2 ПК 85 + 49,22
Истинная длина реконструируемого участка:
Lпр = Кпр + dпр; (6.53)
Lпр = 340,05 + 190 = 530,05 м.
_ НКпр2 ПК 82 + 82,50 _ Lп 530,05
НКпр1 ПК 77 + 49,70 Lпик 532,80
Lпик 5 + 32,80 L 02,75
Неправильный пикет 97,25 м.
Определяем пикетажное значение радиальной проекции конца проектируемой (первой) круговой кривой на существующий путь:
x = Rпр∙sinα; (6.54)
y = Rпр∙(1 cosα); (6.55)
 (6.56)
(6.56)
 (6.57)
(6.57)

откуда j = 27° 38¢ 27¢¢; j = 0,482423
K = R1 jрад ; (6.58)
K = 650∙0,482423 = 313,57 м.
+НК ПК 77 + 78,54
К 3 + 13,57
КК ПК 80 + 92,11
 (6.59)
(6.59)

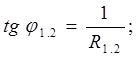
Угловая диаграмма и определение смещений в промежуточных точках
Угловая диаграмма представлена на рисунке 6.8.
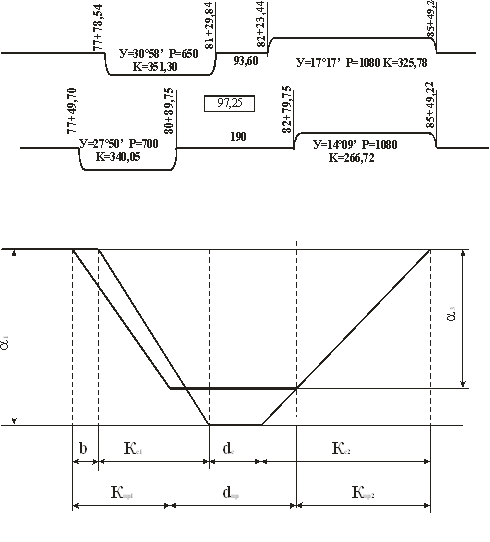
Рисунок 6.8 – Совмещенная угловая диаграмма
Для определения коэффициентов tg![]() /2 и их увязки используем следующиеформулы:
/2 и их увязки используем следующиеформулы:
 (6.60)
(6.60)
 (6.61)
(6.61)
![]() ;
; ![]()
![]() ;
; ![]()
![]() (6.62)
(6.62)
 ;
; ![]()
h1 = K1∙tg j3 ; (6.63)
h1 = 28,84∙0,001428564 = 0,041199795 м.
h2 = a3 рад -K2∙tgj1 ; (6.64)
h2 = 0,485783 311,21∙0,00153846 = 0,006998 м.
h3 = h4 = a2рад ; (6.65)
h3 = h4 = 0.054687 м.

 м.
м.
K4 = (K3 + K4) К3 ; (6.67)
К4 = 40,09 – 4,55 =35,54 м.

![]()


![]()
![]()
По диаграмме ![]()
где m (контрольное) = 7,68, следовательно, невязка в первой части диаграммы равна 7,68 – 8,09 = 0,41. Невязку производим по наибольшей площади w2= 7,50. Принимаем w2 = 7,09, тогда