Страница 2
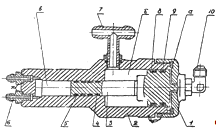
Рис. 12. Гидротрансформатор:
1-крышка; 2-корпус; 3-поршень; 4,5-уплотнительнне кольца малой ступени; 6-штуцер; 7-тройник; 8,9-уплотнительные кольца большой ступени; 10-угольник; а,б,в-полости.
Дроссель предназначен для дроселирования потока рабочей жидкости в магистрали нагнетания при кольцевании. Дроссель имеет сферический регулирующий клапан поступательного действия, Привод клапана осуществляется от электромеханизма вращательного движения черва винтовую передачу со скользящей шпонкой. Конструкция дросселя показана на рис.13.
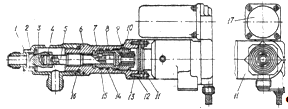
Рис. 13. Дроссель
1 - корпус; 2 - втулка; 3 - клапан; 4 - стопорная проволока; 6 - шток; в - стакан; 7 - шпонка; 8 - направляющая; 9 - стопорный винт; 10 - упор; 11 - кронштейн; 12 - прокладка; 13 - шпилька; 14 -шайба; 15, 16 - уплотнительные кольца; I7 - электромеханизм.
Дефектация клапана
Характерными неисправностями клапанов являются износ и раковины на рабочей фаске клапана, износ и деформация стержней клапанов, износ торца клапана. При дефектации клапанов проверяют прямолинейность стержня и биение рабочей фаски головки относительно стержня. Если биение больше допустимого, клапан правят. При износе стержня клапана его отправляют на восстановление. Изношенный торец стержня клапана шлифуют «как чисто» на заточном станке.
Износ ...
Размещение запасов пресной воды
Таблица 1.5 Таблица вместимости танков пресной воды
№
п/п
Наименование
танка
Шпангоут
Вмести-мость
(м3)
Тоннаж
танка
(т)
Масса
(т)
Плечо
Момент
X
(т)
Z
(т)
Mx
(тм)
Мz
(тм)
1.
Танк пресной воды
ЦТР
0 - 8
92.0
90.2
20
-85.00
9.27
-1700
185,4
2.
Танк пресной воды
ЦТР
8 - 12
65.6
64.3
-80.55
8.66
3.
Танк пресной воды
ЛБ ...
Расчёт
процесса расширения
В процессе расширения важную роль играют явления, связанные с участием теплоты:
в начале расширения имеет место подвод теплоты за счёт догорания топлива (точка “Z” обозначает конец условного сгорания, когда достигается максимальная температура);
в конце расширения происходит интенсивный теплоотвод в стенки за счёт большой разницы температур рабочего тела и стенок.
Поэтому процесс расширения является сложно - политропным с переменным показате ...