Страница 3
3. Система отправления.
Здесь интенсивность входящего потока  , обслуживание двухфазовое.
, обслуживание двухфазовое.
Первая фаза-работа бригад ПТО, интенсивность обслуживания  ,
,
где  - число отправленных из парка отправления поездов (своего формирования и транзитных;
- число отправленных из парка отправления поездов (своего формирования и транзитных;
 - средняя продолжительность технического осмотра и безотцепочного ремонта одного состава.
- средняя продолжительность технического осмотра и безотцепочного ремонта одного состава.
Вторая фаза-отправление подготовленных поездов. Здесь интенсивность обслуживания
 ,
,
где - средний интервал между нитками графика движения поездов, обеспеченных поездными локомотивами и бригадами.
- средний интервал между нитками графика движения поездов, обеспеченных поездными локомотивами и бригадами.
Исходя из основного условия взаимодействия
 ,
,
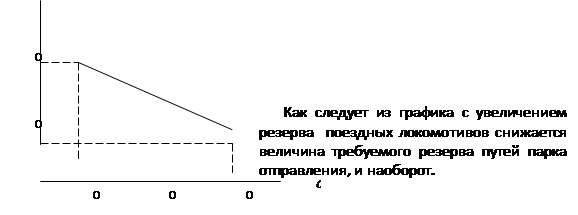
Отсюда  , т.е. ниток графика, обеспеченных локомотивами и бригадами, должно быть больше поездов. Практически надо прежде всего установить требуемый резерв поездных локомотивов, бригад и резерв парка отправления. Связь между величинами этих резервов вида из графика.
, т.е. ниток графика, обеспеченных локомотивами и бригадами, должно быть больше поездов. Практически надо прежде всего установить требуемый резерв поездных локомотивов, бригад и резерв парка отправления. Связь между величинами этих резервов вида из графика.
Проще говоря при нехватке путей в парках отправления надо вводить дополнительные локомотивы и бригады, а при нехватке локомотивов укладывать дополнительные пункты.
Скадовский морской торговый порт
Адрес
Скадовский морской торговый порт.
Ул. Пролетарская, 2, г. Скадовск,
Херсонская область, 75700, Украина.
Тел: + 380 (5537) 22507, 22074, факс: 24590.
Скадовский порт в основном осуществляет грузопассажирские и автопаромные перевозки на турецком направлении.
К порту приписаны портпункты Геническ и Хорлы.
Мощности порта позволяют перерабатывать до 500 тыс. т навалочных, до 100 тыс. т генеральных и до 100 тыс. т зерновых грузов в год. ...
Назначение и устройство амортизатора ВАЗ-21099
Амортизаторы предназначены для гашения вертикальных колебаний, т. е. для смягчения ударов и колебаний передаваемых от дороги к кузову. Нельзя также забывать и о влиянии амортизаторов на разгонную, тормозную динамику и маневрирование. При разгоне автомобиль приседает назад, нагружая задние и разгружая передние колеса, снижая их сцепление с дорогой, при торможении — наоборот. При маневрировании нагрузка смещается по сторонам автомобиля. Во всех с ...
Разработка принципиальной электрической схемы и выбор её
элементов
Контур тока якоря.
Принимаем
,
Необходимо ограничение выходного сигнала на уровне 10В, следовательно выбираем стабилитрон с напряжением стабилизации 10В.
В качестве датчика тока выбираем ДТХ – 10.
Технические данные ДТХ – 10:
Допустимая перегрузка по измеряемому току (разы) 1.5
Диапазон рабочих температур -20…+80 0С
Основная и приведенная погрешность 1%
Нелинейность выходной характеристики 0.1%
Номинальный ток 10 А
Коэффициент пере ...