Для окраски используется комбинированная окрасочно-сушильная камера типа «Афит». Сушку местных подкрашенных участков выполняют с помощью передвижной универсальной сушилки с инфракрасным излучением.
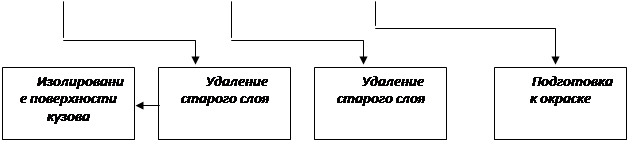
Схема организации технологического процесса на окрасочном участке представлена на рис. 1.
| |||||||
 | |||||||
 | |||||||
 |  | ||||||
| |||||||
Рисунок 1 - Схема организации технологического процесса на окрасочном участке.
Производительность труда и самочувствие слесаря при выполнении ремонтных работ определяются условиями труда, которые характеризуются параметрами микроклимата в рабочем помещении, состоянием производственного освещения, уровнем шума и вибрации на рабочем месте, наличием в воздухе рабочей зоны пыли и токсичных примесей
Условия труда во многом определяются организацией рабочего места, рабочей позой, физическими и нервно-психическими нагрузками (монотонность труда, умственное и эмоциональное перенапряжение и т.п.), психологическим климатом в коллективе, степенью эстетичности производства.
Операции по техническому обслуживанию и ремонту автомобилей можно выполнять только в специально отведенных, оборудованных, огражденных и обозначенных местах (постах). Рабочие места и посты в помещениях должны обеспечивать безопасные условия труда для работающих и быть соответствующим образом ограждены. На одного работающего положено не менее 4,5 м2 площади и объём помещения не менее 15 м3. Ворота рабочих помещений должны открываться наружу, иметь фиксаторы, тепловые завесы, тамбуры. Въезды в производственные помещения выполняются с уклоном не более 5%. Они не должны иметь порогов, ступенек, выступов. Полы в помещениях должны быть ровными и прочными, иметь покрытие с гладкой, не скользкой поверхностью, удобной для очистки.
Воздух рабочей зоны должен соответствовать ГОСТ 12.1.005-88 «Воздух рабочей зоны. Общие санитарно-гигиенические требования к воздуху рабочей зоны». С целью оздоровления воздушной среды помещения для ремонта автомобилей организуют общеобменную и местную приточно-вытяжную вентиляцию. Для отвода отработавших газов автомобилей используют местные отсосы.
В ремонтных помещениях применяют системы естественного, искусственного и совмещенного освещения. Освещение в ремонтных помещениях должно удовлетворять требованиям СНиП II-4-79 и соответствовать специфике работ.
Допустимые уровни звукового давления на рабочих местах слесарей по ремонту автомобилей должны соответствовать требованиям СН 3223-85, для снижения шума и вибраций используют различные приспособления (ограждения, подвесные звукопоглотители, глушители шума, звукоизолирующие кабины и экраны и т.д.).