Страница 2
Рисунок 3.4 – Распределение напряжений от действия продольной силы N = 30100 Н
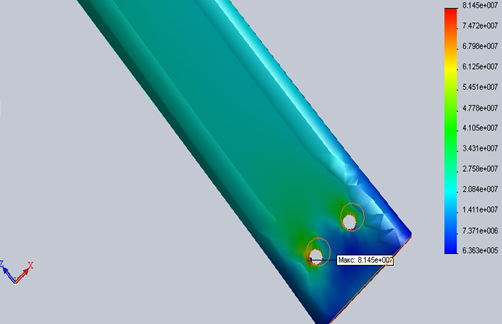
Рисунок 3.5 – Распределение напряжений в зоне отверстий
1. Системы автоматизированного проектирования позволяют производить моделирование явлений, процессов, конструкций в реальном времени, в диалоговом режиме с пользователем. Однако в силу использования при вычислениях математических моделей, имеющих определенные ограничения, расчеты в САПР не являются окончательными, но дополняют результаты опытных испытаний.
2. По полученной при помощи расчета в Solid Works картине напряжений можно сказать, что максимальные напряжения, возникающие в лонжероне при действии центробежной силы (σmax = 81 МПа), являются меньшими, чем предел прочности материала (σв = 1160 МПа). Это гарантирует работу конструкции в исследованных условиях.
3. Как и ожидалось, максимальные напряжения σmax возникли в зоне крепежных отверстий, что объясняется перераспределением напряжений возле дефектной зоны.
Построение тяговой характеристики трактора
Определив основные технико-экономические параметры двигателя и трактора в целом приступают к построению теоретической тяговой характеристики, которая позволяет получить наглядное представление о тяговых и топливо экономических показателях трактора на различных режимах его работы. Теоретическая тяговая характеристика состоит из двух частей - нижней и верхней. Нижняя часть графика имеет вспомогательное значение и служит для нанесения основных исх ...
Перечень оборудования участка ремонта роликовых подшипников
В отделении демонтажа букс с роликовыми подшипниками на приточно-конвейерной линии имеется система толкателей и поворотных кругов, автоматическое устройство для подъема и опускания колесных пар, полуавтоматическая демонтажная машина для разборки буксового узла, автоматический буксосъемник для снятия букс с осей колесных пар и подачи их в моечную машину на позицию, оборудованную устройством для выпрессовки подшипников. Для передачи деталей буксо ...
Конкуренция на рынке
Под конкуренцией понимается экономическое соперничество между отдельными лицами, хозяйственными единицами, заинтересованными в достижении одной и той же цели.
При анализе рынка необходимо знать не только предпочтения и поведения потребителей, но и иметь четкие представления о конкурентах, их сильных и слабых сторонах.
В г. Архангельске существует несколько предприятий, которые оказывают аналогичные услуги в том или ином объеме. Для оценки кон ...