Особое внимание при конструировании лопасти уделяется формированию комлевой части, где осуществляется переход от регулярной зоны лонжерона к стыковочным болтам лопасти.
Стыковочные узлы лопасти с элементом втулки (рисунок 1.16) нагружаются изгибающими моментами в вертикальной Мизг.в и горизонтальной Мизг.г плоскостях, растяжением от центробежной силы Pцс, крутящим моментом Mкр, шарнирным моментом Мщ и перерезывающими силами Ргп и Рвп [3].
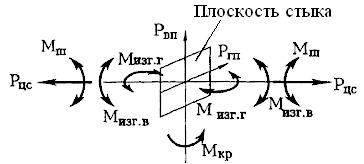
Рисунок 1.16 – Расчетная схема нагружения стыковочного узла
Величины сил и моментов, приходящихся на стыковочный узел, определяются режимом полета и носят динамический характер. Главной задачей при конструировании этого узла является обеспечение его надежности в процессе эксплуатации вертолета.
В процессе минимизации массы стыковочного узла варьируют величины h и с. Например, изменяя величину h (рисунок 1.17), можно определить область минимальной массы стыковочного узла. Окончательное решение принимается с учетом эксплуатационных требований, в частности удобства стыковки лопасти. Горизонтальное положение стыковочных болтов позволяет после установки нижнего болта использовать его в качестве шарнира и, повернув относительно него лопасть вверх, осуществить установку верхнего болта. При вертикальном расположении стыковочных болтов затрудняется монтаж и демонтаж лопастей (особенно большой длины и массы) при навеске на втулку, расположенную на большой высоте [3].
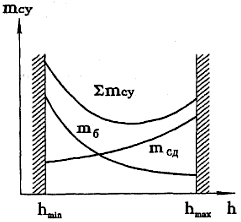
Рисунок 1.17 – Зависимость массы стыковочного узла mсу от разноса стыковочных болтов h, где mб – масса стыковочных болтов; mсд – масса стыкуемых деталей; ∑mcу – масса узла стыковки с лопастью
В практике конструирования стыковочных узлов лопастей, выполненных из композиционных материалов, нашли применение следующие варианты:
а) стык верхнего и нижнего поясов лонжерона с узлом крепления из металла при помощи многорядных болтовых соединений (рисунок 1.18, а);
б) передача нагрузок от лопасти на стыковочные болты через две втулки, установленные в комель лонжерона (рисунок 1.18, б);
в) ниппельное соединение (соединение на конус) (рисунок 1.18, в);
г) передача нагрузок от лопасти на стыковочные болты через две закладные втулки, установленные в петлях комля лопасти (рисунок 1.18, г);
д) передача нагрузок от лопасти на ВШ при помощи петли из однонаправленного композита (рисунок 1.18, д).
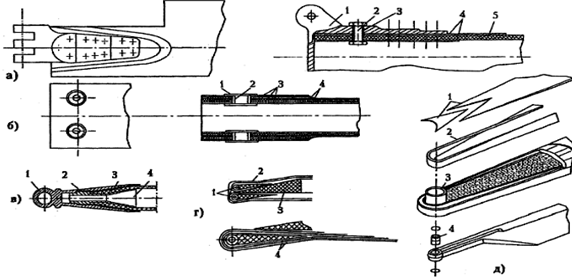
Рисунок 1.18 – Конструктивно-силовая схема стыковочных узлов композитных лопастей, где а – гребенчатый: 1 – стальной наконечник, 2 – болт, 3– втулка, 4 – металлические прокладки, 5 – пояс лонжерона; б – телескопический: 1 – шайбы, 2 – втулка, 3 – фольга из титана, 4 – слои композита пояса лонжерона; в – ниппельный: 1 – стальной наконечник, 2 – резьбовое соединение, 3 – комлевая часть лонжерона из композита, 4 – конус; г – гребенчатый с петлевым соединением: 1 – закладные втулки, 2 – внешняя замыкающая петля из однонаправленного композита лонжерона, 3 – формирующие петли вкладыши, 4 – однонаправленные пояса из композита; д одноточечный с петлевым соединением, 1 – обшивка, 2 – однонаправленные пояса из композита, 3 – закладная втулка, 4 – палец вертикального шарнира
Прочность композита в месте болтового соединения повышают методом фольгирования комлевой части лонжерона. В процессе формирования лонжерона лопасти между армирующими слоями композита устанавливаются листы металлической (из титана) фольги таким образом, чтобы плавно нарастала жесткость комля в направлении к месту стыка [3].
Для предохранения поверхности отверстий в композите от повреждения и увеличения площади смятия в отверстия устанавливаются закладные титановые втулки.
Передача нагрузок от лонжерона лопасти на стыковочный узел или втулку НВ в стыках на рисунках 1.18, а, б осуществляется при помощи болтов, установленных в отверстиях, просверленных в верхней и нижней полках комлевой части лонжерона.
Стыковочные узлы композитных лонжеронов рассчитываются на разрыв по ослабленному сечению (рисунок 1.19, а), срез (рисунок 1.19, б) или смятие (рисунок 1.19, в) композита и среза элемента крепления (рисунок 1.19, г). Возможна комбинация этих форм разрушения.