Перед отправлением платформ с блоками отдельным рабочим поездом или в составе укладочного поезда (вместе со звеньями рельсошпальной решетки) руководитель работ должен убедиться в правильности и надежности закрепления блоков и отдельных элементов стрелочного перевода на каждой платформе, а также в том, что разобщительные краны на платформах, оборудованных прямодействующим тормозом, а также на укладочных кранах и моторных платформах, следующих в составе поезда, приведены в положение поездного торможения.
При погрузке, закреплении и перевозке к месту работ блоков стрелочных переводов на платформах, оборудованных съемными устройствами, необходимо руководствоваться положениями, изложенными в Инструкции по закреплению пакетов звеньев рельсошпальной решетки на четырехосных платформах и о порядке следования укладочных и разборочных поездов.
Третий способ – перевозка блоков обыкновенных стрелочных переводов в полувагонах (рис. 7). При этом способе блоки грузят, в полувагон, который предварительно оборудуют съемными приспособлениями для опоры блоков, чтобы они не выходили за пределы габарита погрузки.
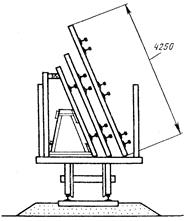
Рис. 7
Перевозка в полувагонах нежелательна, так как крестовинный блок грузится только с брусьями длиной до 4000-4250 мм, полувагон необходимо снабдить устройствами, обеспечивающими опирание блоков перевода без нарушения габарита погрузки, плохо используется грузоподъемность полувагона, погрузка блоков сложна и во время нее возможны повреждения полувагона.
В данном курсовом проекте, т.к. для смены стрелочного перевода принят кран ЕДК-300/5, то транспортировка к месту производства работ всех частей стрелочного перевода будет производиться на специальном подвижном составе.
Размещение и крепление стрелочного перевода и его элементов на платформах должно осуществляться в строгом соответствии с Техническими условиями погрузки и крепления грузов.