Полученные при расчетах значения первичных сопротивлений Z^, напряжения L/сз и тока 1сз срабатывания защит нужно привести ко вторичным сторонам измерительных трансформаторов, то есть определить для соответствующих величин уставки реле электронных защит:
ZcpJ=
ZC3
nm/
nH,
Ucp=
UC3/
nH,
Icp=
Iсз. /
nm.
получим:
Zcp1=10.16-200/270=7.526 Ом;
Zcp2=88,56-200/270=65.6 Ом;
Uср=10.205-103/270=37.796 В
Iср=1319,859/200=6,599 А
где
nт, пн - соответственно коэффициент трансформации трансформатора тока и напряжения.
Найденные числовые значения соответствующих первичных и вторичных параметров следует указать на построенной в масштабе общей (совмещённой) характеристике электронной защиты подстанции, указав на ней также зоны срабатывания - несрабатывания.
Далее следует привести (в масштабе) график селективности защит заданного фидера тяговой подстанции, т.е. указать зоны действия и времена срабатывания электронных защит
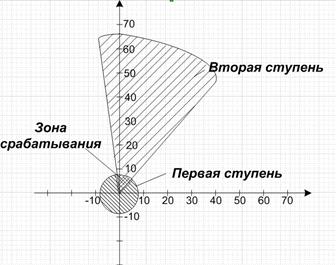
Рис.2.4 - Совмещенная характеристика электронной защиты подстанции
Ограничения и пределы применения полученных результатов
Результаты расчета стоимости ремонта поврежденного транспортного средства действительны для условий товарных рынков транспортных средств, запасных частей к транспортным средствам, материалов для ремонта, а также услуг по ремонту транспортных средств города Омска.
Дата, на которую определяется стоимость ремонта транспортного средства, - 15 октября 2012г.
Экспертное заключение достоверно исключительно в полном объеме и может использоваться толь ...
Грузовая система танкера
Чтобы обеспечить сохранность нефтегрузов, их прием и выкачку Последующей очисткой танков, нефтеналивные суда оборудуют специальными системами: грузовой, зачистной, подогрева вязких нефтепродуктов, газоотводной, зачистки и мойки танков. Кроме того, к специальным относят систему замера количества груза и систему инерт-газов. На танкерах применяют груз. Системы 2-х типов: трубопроводная и клинкетная. Трубопроводная, состав: груз.баки, имеют конич ...
Требования к упаковке, транспортной таре, маркировке и пломбирования груза
Сохранность грузов при ее транспортировке и выполнении погрузочно-разгрузочных работ обеспечивается за счет упаковки. Под упаковкой понимается средство или комплекс средств, обеспечивающих защиту продукции от повреждений и потерь, а также защиту окружающей среды от загрязнений. Соответственно, упаковывание — это подготовка продукции к обращению (транспортировке, хранению, реализации и потреблению).
При перевозках грузов очень важным является с ...