Рис. 3 .5. Планировка участка сборки силовых агрегатов:
1– накопитель для блоков цилиндров (элеваторного типа); 2– конвейер для сборки двигателей; 3– электрическая таль; 4– стенд для отвертывания (завертывания) гаек крышек подшипников; 5– стенд для выпрессовки (запрессовки) крышек; 6– консольно-поворотный кран; 7– гидроагрегат; 8– кантователь; 9– пресс для запрессовки гильз; 10– стенд для завертывания гаек головки цилиндров; 11– подвесной толкающий конвейер; 12– подвесной конвейер; 13– монтажный стол; 14– накопитель элеваторного типа; 15– стеллаж; 16– стенды для ремонта и испытания приборов смазки; 17– накопитель; 18– стенд для сборки узлов; 19– стенд для сборки и испытания жидкостных насосов; 20– стенды для сборки шатунно-поршневой группы; 21– стенд для ремонта и сборки головок цилиндров; 22– рольганг; 23– моечная машина; 24– камера для нагревания головок цилиндров; 25– стенд для гидроиспытания головок цилиндров; 26– стенд для сборки узлов коробки передач; 27– подвесной конвейер для сборки коробок передач; 28– стенд для испытания коробок передач; 29– монорельс.
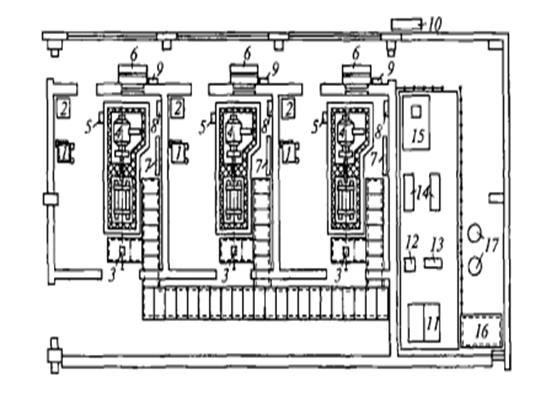
Рис. 3.6. Планировка участка испытания с размещением стендов в отдельных боксах:
1 – водяной реостат; 2– шкаф управления; 3– электрическая таль на монорельсе; 4– стенд для испытания двигателей; 5– пульт местного управления; 6– пульт дистанционного управления; 7– масляный радиатор; 8– установка для измерения расхода топлива; 9– расходный бачок для топлива; 10– топливоразливочный бак; 11– резервуар для масла; 12– насосная установка; 13– масляный насос (циркуляционный); 14– водяной насос; 15– нижний резервуар для воды; 16– верхний резервуар для воды; 17– масляный фильтр.
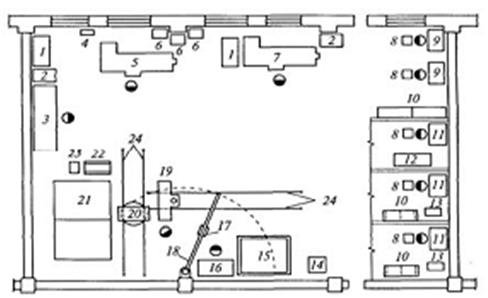
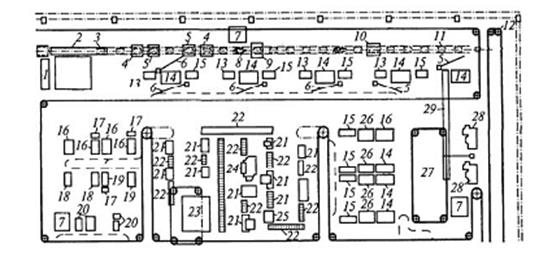
Рис. 3.9. Примерная планировка сварочно-наплавочного участка:
1– преобразователь сварочный однопостовой; 2– распределительное устройство; 3– сварочный полуавтомат для наплавки плоских деталей под флюсом; 4– регулятор сварочного трансформатора; 5– стенд для электроимпульсной наплавки; 6– выпрямитель селеновый; 7– стенд для наплавки под флюсом; 8– табурет для сварщика; 9– стол для газосварочных работ; 10– стеллаж секционный; 11– стол для электросварочных работ; 12– преобразователь сварочный передвижной; 13– однопостовой сварочный трансформатор; 14– передвижной обдирочно-шлифовальный станок с гибким валом; 15– ванна для охлаждения деталей; 16– верстак слесарный; 17– таль электрическая; 18– консольно-поворотный кран; 19– сварочный стенд; 20– тележка; 21– печь нагревательная; 22– стол для поддонов; 23– ящик для песка; 24– рельсовый путь.
Размещено на Allbest.ru