Мерой повышения износостойкости ударных поверхностей большого зуба и зева служит упрочнение этих поверхностей индукционно-металургическим способом. Этот способ позволяет увеличить срок службы корпуса между ремонтами в 2 раза.
Мерой уменьшения износов при вертикальных перемещениях автосцепок, опасности саморасцепов и высокого уровня шума может стать применение новой автосцепки. Такая автосцепка разработана ВНИИЖТом совместно с Тверским вагоностроительным заводом.
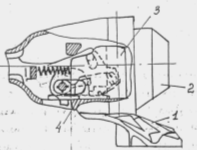
1- направляющий рог; 2 – большой зуб; 3- замок подпружиненный; 4 – предохранитель.
Рисунок 4. Автосцепка жесткого типа.
Автосцепка жесткого типа не допускает в сцепленном состоянии взаимных вертикальных перемещений. Для этого автосцепка оснащена направляющим рогом, который в процессе сцепления взаимодействует с нижней наклонной поверхностью большого зуба смежной сцепки и таким образом устанавливает их сносно, независимо от разности высот автосцепок перед сцеплением.
Новый механизм сцепления, разработанный ВНИИЖТом, имеет преимущества перед типовым. Подпружиненный замок не перекатывается как в автосцепке СА-3, а перемещается поступательно , что вместе с предохранителем полностью исключает опасность самопроизвольного расцепления автосцепок.
Для опоры автосцепки жесткого типа должно использоваться центрирующее устройство с упругой опорой хвостовика, например подпружиненная центрирующая балочка. Это исключит опасность передачи вертикальной нагрузки через автосцепку на смежный вагон при переломах профиля пути.
Опытные образцы автосцепки были изготовлены Брянским машиностроительным заводом и прошли стендовые испытания на Экспериментальном кольце ВНИИЖТа, которые показали надежную сцепляемость новой сцепки, как с аналогичной, так и с типовой.
Такая сцепка позволит увеличить межремонтные сроки эксплуатации и значительно уменьшить шум при движении поезда. Она взаимозаменяема с автосцепкой СА-3 и может устанавливаться на пассажирские вагоны эксплуатационного парка при проведении плановых видов ремонта.
Эта автосцепка также обеспечивает повышение безопасности движения поездов благодаря использованию разработанного ВНИИЖТом нового расцепного привода.
Его расцепкой рычаг 1 дополнительно оборудован третьим блокирующим плечом 2, которое связано с нижней частью балансира валика подъемника 3 блокирующей цепью 4 в дополнение к имеющейся на всех вагонах расцепкой цепи 5. Такая модернизация расцепного привода не препятствует расцеплению автосцепок при переформировании поездов.
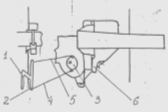
1 – расцепной рычаг; 2- блокирующее плечо; 3 – валик подъемника; 4 – блокирующая цепь; 5 – расцепная цепь; 6 – ограничитель вертикальных перемещений.
Рисунок 5. Новый расцепной приыод.
Вместе с тем, в случае обрыва автосцепки обе цепи натягиваются одновременно и при дальнейшем расхождении вагонов сначала обрывается расцепная цепь 5, выполненная меньшей прочности, а затем блокирующая 4. При этом расцепления автосцепок не происходит. Таким образом, при наличии нового расцепного привода оборвавшаяся автосцепка сохраняет сцепленное положение со смежной и не падает на путь. Такой расцепной привод может использоваться не только с автосцепкой жесткого типа, но и с типовой, оборудованной ограничителем вертикальных перемещений 6.