Страница 2
 ;
;
 ;
;
 ; (6.22)
; (6.22)  ;
;
 ; (6.23)
; (6.23) 
h1=  ; (6.24) h1=
; (6.24) h1= 
 ; (6.25)
; (6.25) 
 ; (6.26)
; (6.26)  м;
м;
 ;
;
 ; (6.27)
; (6.27)
 ;
;
 ; (6.28)
; (6.28)
 ;
;
 ; (6.29)
; (6.29)
 ;
;
 ; (6.30)
; (6.30)
 .
.
Определяется невязка:
 ; (6.31)
; (6.31)
 .
.
Распределяем положительную невязку на меньшие площади w3 и w4.
w3=0,31+0,14=0,45;
w4=0,33+0,13=0,46.
Подсчет нормалей производится в таблице 6.2.
Т а б л и ц а 6.2 – Подсчет нормалей
|
Пикетаж |
Исходное
междупутье |
Формула расчета |
Нормаль |
|
ПК |
+ |
Лево |
Право |
|
18 | |
0 |
+10,632∙Dq1= 0,04 | |
0,04 |
|
20 |
0 |
+30,632∙Dq1= 0,30 | |
0,30 |
|
40 |
0,91 |
-23,892∙q3= 0,19 | |
0,72 |
|
60 |
0,91 |
-3,892∙q3= 0,01 | |
0,90 |
|
80 |
0,91 |
-16,1122∙q3= 0,09 | |
0,82 |
| |
19 | |
0 |
+27,082∙Dq2= 0,23 | |
0,23 |
|
20 |
0 |
+7,082∙Dq2= 0,02 | |
0,02 |
|
40 |
0 |
0 | |
0 |
Профильная схема и совмещенная угловая диаграмма представлена на рисунке 6,3.
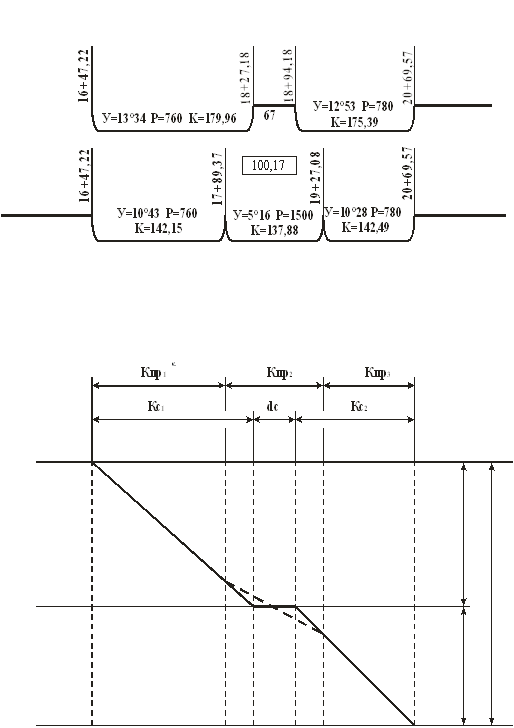
Рисунок 6.3 – Профильная схема и совмещенная угловая диаграмма
Организация работ в колесно-роликовом участке
Участок предназначен для ремонта, полного и обыкновенного освидетельствования колесных пар, поступающих из-под ремонтируемых вагонов и с ПТО.
Колесные пары освидетельствуются и ремонтируются в соответствии с технологическим процессом ремонта колесных пар в колесно-роликовом участке, который определяет полностью и однозначно последовательность технологических операций, способы ремонта и контроля, предельно-допустимые величины износов и допусков ...
Командировочные
В случае временной остановки и пребывания на территории иностранного государства продолжительностью более суток (для выполнения служебного поручения или по другим, не зависящим от работника причинам) при проезде в другую страну, куда работник направляется в командировку, выплата суточных и расходов по найму жилого помещения производится в иностранной валюте по нормам страны, в которой работник находился проездом.
За время остановки в пути след ...
Расчёт поправочных коэффициентов
Технически обоснованная норма времени на определённую операцию учитывает труд квалифицированного рабочего на выполнение самой операции при максимальном использовании средств механизации без учёта времени на отдых, переходы в рабочей зоне и пропуск поездов. Для учёта выше перечисленных факторов существуют поправочные коэффициенты. Поправочный коэффициент определяют по формуле:
,
Т – количество минут в рабочем дне (480);
∑t – затраты на ...