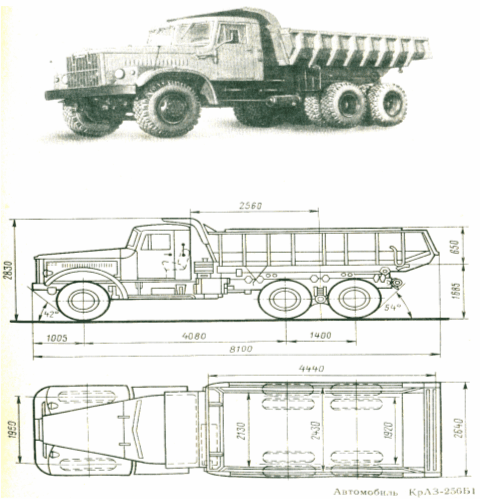
Выпускаются Кременчугским автомобильным заводом с 1977г. на базе автомобиля КрАЗ-257Б1.
Кузов – цельнометаллический с разгрузкой назад. Кабина – трёхместная.
Модификация - КрАЗ-256БС в северном исполнении.
С 1966 до 1977г. выпускался автомобиль КрАЗ-256Б, который отличался от КрАЗ-256Б1 в основном отсутствием раздельного привода тормозов.
|
Параметры |
КрАЗ-256Б1 |
|
Грузоподъёмность, кг |
12000 |
|
Собственная масса, кг |
11000 |
|
В т. ч. на переднюю ось |
3895 |
|
" на тележку |
7105 |
|
Полная масса, кг |
23165 |
|
В т. ч. на переднюю ось |
4515 |
|
" на тележку |
18850 |
|
Объём кузова, м3 |
6,0 |
|
Угол подъёма кузова, град |
60 |
|
Время подъёма кузова с грузом, с |
20 |
|
Максимальная скорость, км/ч |
68 |
|
Тормозной путь со скорости 50 км/ч |
17,2 |
|
Контрольный расход топлива при скорости 40 км/ч, л/100 км |
38 |
|
Подъёмное устройство |
Гидравлическое с приводом от коробки отбора мощности, наибольшее рабочее давление28 кгс/см2 |
|
Объём гидросистемы подъёмного устройства, л |
72,4 - летом масло индустриальное 20, зимой индустриальное 12 |
Определение плановых расходов порта по грузоперевалке
Решение данной задачи заключается в расчете удельной себестоимости грузовых работ по технологическим схемам и вариантам грузоперевалки с последующим определением расходов порта по обслуживанию судна.
Расчет удельной себестоимости грузовых работ начинается с определения ее величины для каждой технологической схемы прямого и складского вариантов грузоперевалки по формуле:
Sdh=(S1+S2+S3+S4+S5)dh , d=1,2; h=1,2 (7)
Sd1=2,2+0,14+0,234+11,18+37,82 ...
Расчёт теоретической и полной длины стрелочного перевода
Теоретическая длина стрелочного перевода определяется по формуле
Lт = R(sin α-sin βн) + К*cos α, мм; (3.15)
При R =1355836 мм; βн = 1,216666; α = 2051’45’’= 2,8625; К =2690 мм.
Lт = 1355836*(0,049939– sin 1,216666) +2690*0,998752 = 41607 мм.
Полная длина стрелочного перевода определяется по формуле
Ln= q + Lт+ m, мм; (3.16)
При q =2779 мм и m = 4140 мм
Рисунок 3.7 – Схема для определения осевых размеров стрелоч ...
Анализ
существующих пригородных маршрутов
К пригородным относятся перевозки, осуществляемые за пределы города (другого населенного пункта) на расстояние до 50 км включительно. Эти перевозки, как правило, выполняются маршрутными автобусами общего пользования и частично маршрутными автомобилями-такси, а также автомобилями индивидуальных владельцев. Пригородные зоны входят в сферу постоянных трудовых, деловых и культурно-бытовых связей с городом, характер которых зависит от экономики и ге ...