Для снижения вредного воздействия на окружающую среду при проектировании, строительстве и эксплуатации слесарно-механического участка должны выполнятся природоохранные мероприятия, вся используемая ветошь собирается в специальные ящики и после сжигаются. Стружка и отбракованные металлические детали собираются в специальные ящики, после заполнения сдаются на вторичную переработку металла.
Коленчатый вал является высоконагруженной деталью двигателя. В процессе эксплуатации двигатель машины подвержен различным нагрузкам, в том числе и неблагоприятным, это пуск двигателя в холодных условиях, не качественное смазочное масло, работа в запыленных условиях и т. д.
Вследствие этих факторов трущиеся части коленчатого вала подвергаются повышенному износу, что в свою очередь приводит к появлению на этих поверхностях надиров, сколов, микротрещин, раковин, которые могут привести к поломке коленчатого вала и выходу из строя всего двигателя.
Чугунные коленчатые валы в автомобильных двигателях стали применять с 1960 года [3]. Высокопрочные чугуны по ГОСТ 7293-85 делятся на два класса: перлитные (ВЧ 45-0; ВЧ 50-1,5; ВЧ60-2) и ферритные (ВЧ 40-0; ВЧ 40-6). Большое применение нашли чугуны перлитного класса благодаря высокой прочности и износостойкости.
Применение высокопрочного чугуна взамен стали 45, для изготовления коленчатых валов стало возможным благодаря его высокой усталостной прочности. Соотношение по усталостной прочности для стальных и чугунных образцов гладких и коленчатых валов одинаковой формы представлены в табл. 1.2 [2].
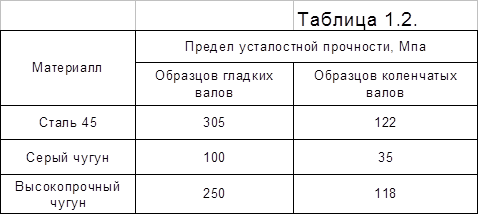
По данным табл. 1.2. у образцов гладких валов, изготовленных из высокопрочного чугуна, предел усталостной прочности на 18%
меньше, чем у образцов изготовленных из стали 45; у коленчатых валов, изготовленных из тех же металлов, эта разница равна всего 4%. Объясняется это тем, что усталостные трещины вызывающие разрушения чугунных коленчатых валов, возникают в местах концентрации напряжений на галтелях, а высокопрочный чугун сохраняет присущую всем чугунам малую чувствительность к концентрации напряжений.
Высокую износостойкость высокопрочного чугуна с перлитной основой, не уступающую закаленной стали 45, большинство исследователей [4] объясняют наличием на его поверхности вскрытых графитовых включений, которые служат смазкой, а освободившиеся полости являются накопителями дополнительной смазки, необходимой при пуске и остановке двигателя.
При сравнении стальных и чугунных коленчатых валов в опубликованных работах [5,7] указывается, что при твердости стальных шеек HRC 56 их износостойкость равна износостойкости шеек чугунного коленчатого вала, при твердости шеек менее HRC 56 – меньше и при твердости более HRC 56 – больше износостойкости шеек чугунного коленчатого вала.
Технические условия на ремонт.
1. У коленчатых валов, поступающих на сборку, масляные каналы и грязеуловители должны быть тщательно очищены от шлама.
2. Шатунные шейки должны иметь диаметр – 75,76-0,013 мм.
Коренные – 86,61-0,013 мм.
3. Овальность и конусность шеек коленчатого вала не должны превышать 0,01 мм.
4. Чистота поверхности шеек должна соответствовать 5 квалитету Ra 0,2-0,4
5. Длина передней коренной шейки должна быть в пределах 30,45-30,90 мм.
Длина шатунной шейки 52,0-52,2 мм.
6. Радиусы галтелей шатунных шеек должны быть в пределах 1,2-2,0 мм, коренных 1,2-2,5 мм.
7. При вращении вала, установленного в призмы на крайние коренные шейки, биение не должно превышать:
а) для средней коренной шейки – 0,02 мм.
б) для шейки под распределительную шестерню – 0,03 мм.
в) для шейки под ступицу шкива вентилятора – 0,04 мм.
г) для шейки под задний сальник – 0,04 мм.
д) фланца по торцу – 0,04 мм.
8. Не параллельность осей шатунных и коренных шеек – не более 0,012 мм на длине каждой шейки.