Методы проведения испытаний деталей АКПП аналогичны общим методам испытаний деталей машин. Специфическими являются лишь нагрузочные режимы, которые должны задаваться, исходя из условий работы испытываемой детали в АКПП автомобиля. Нагрузочные режимы определяют либо расчетом, либо в результате исследования режимов работы детали на автомобиле.
Узлы, где утечка недопустима, испытывают на герметичность. Если утечка из рабочих полостей неизбежна по особенностям конструкции, определяют ее величину. Допустимые утечки нормируются. Их величина определяется при доводочных испытаниях и контролируется при производственных испытаниях.
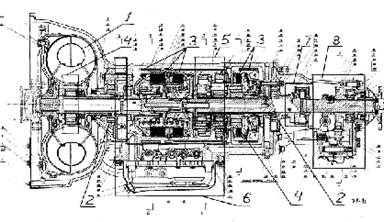 |
Рис. 1 Автоматическая коробка перемены передач (гидромеханическая передача)
Определение характеристик узлов и систем АКПП, а также АКПП в сборе, проводится с помощью испытательного оборудования повышенной точности. Режимы и условия испытании назначаются характерными для работы испытуемых узлов на автомобилях.
Наряду с определением характеристик узлов определяют потери мощности в них. Примером может служить определение потерь на трение при вращении дисков сцепления, когда сцепление выключено. Наличие малых потерь свидетельствует о чистоте выключения. По величине потерь мощности при испытаниях АКПП в сборе оценивают качество конструкции и изготовления АКПП. Величина этих потерь складывается из потерь на трение, потерь в зубчатых зацеплениях, потерь на перекачивание рабочей жидкости и т.д.
Испытания на работоспособность при стендовых испытаниях проводятся путем приложения нагрузок, равных (или несколько больших) нагрузкам, которые возникают при работе АКПП на автомобиле. Критерием работоспособности узла является его способность выполнять заданные функции, сохраняя значения заданных параметров в пределах, установленных технической документацией. Испытания на работоспособность с небольшим числом нагрузочных циклов являются одним из первых этапов доводки конструкции. Иногда эти испытания называют проверкой на функционирование. Если же число циклов задается, примерно, равным числу их за все время работы АКПП, то эти испытания переходят в испытания на безотказность и долговечность.
При испытаниях на долговечность узлов и АКПП в сборе определяют время работы (число циклов), в течение которого объект сохраняет работоспособность. Нагрузка при этих испытаниях должна быть такой же, как при работе объекта испытаний на автомобиле или (для ускорения испытаний) большей.
Превышение до наступления предельного состояния того числа циклов, которое может быть за все время работы АКПП, характеризует "запас" потенциальных свойств объекта испытаний.