В связи с тем, что в пределах кривых радиус внутренней рельсовой нити несколько меньше радиуса наружной рельсовой нити, то длина внутренней нити меньше наружной рельсовой нити.
Для компенсации этой разницы и обеспечения укладки рельсовой нитей с положением стыков по одной нормали к продольной оси пути по внутренней нити кривой укладывают укороченные рельсы.
В виду невозможности обеспечить точное расположение "по наугольнику" стыков по внутренней и наружной нитям допускается забег на величину не более половины принятого стандартного укорочения ±Кi.
Для выбора величины К1 руководствуются длиною рельса и величиной R кривой.
С целью унификации типоразмеров для отечественных железных дорог
принято четыре типа укорочения рельсов:
- при длине рельса 12,5, укорочение К1=40мм, К2=80мм, К3=120мм;
- при длине рельса 25м, К2=80мм, К4=160мм;
Минимальная величина стандартного укорочения К2=80мм соответствует R≥500 м, а при R<500 м –К4=160мм. Так как заданный R=600 м, а длина рельса 25 м, то принимаем стандартное укорочение К2=80мм.
Допускается забег стыка одной рельсовой нити относительно стыка другой рельсовой нити не более половины стандартного укорочения рельса. Стыки рельсов должны располагаться в середине шпального ящика симметрично относительно стыковых шпал. [8]
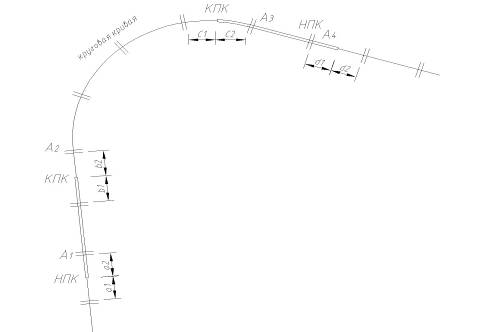
Рисунок 2.7 – Схема укладки укороченных рельсов
Точка НПК1 делит рельс на две части, где а1 – это часть рельса находящегося в прямом участке, а2 – это часть рельса, находящаяся в переходной кривой. По условию расстояние от стыка до начала переходной кривой – 10,1 м (по условию)
В пределах переходной кривой угол поворота φ зависит от длины дуги переходной кривой от начала координат lx и равен:
φ0=l02/2C, (2.28)
где C = l0*R = 120*600 = 72000 м.
Тогда угол φ0 определяем из выражения
![]()
При известных значениях угла поворота кривой α и радиусе кривой R; принятых значениях длин переходных кривых l0 и соответствующих и значений углов поворота φо, определяют длину круговой кривой Lkk по формуле:
lкр = R( β–2φ0)*π/180, (2.29)
путь колея стрелочный локомотив
lкр = 600*(18,666667 - 2*5,732484)* (3,14/180) = 75,38 м
Определяем число звеньев в системе кривых по формуле:
N=(2*l0+lкр)/lнр, (2.30)
где lнр – длина нормального рельса, м; l0=25,01 м;
N = (2*120+75,38)/25,01=12,627 = 12 звеньев +15,26 м остаток
Суммарное укорочение внутренней рельсовой нити на рассматриваемой системе кривых определяется по формуле:
εс = S1(l02/C+lкр/R), (2.31)
где S1 =1,6 м;
εс = 1,6* (1202/72000+75,38/600) = 521 мм
Для дальнейших расчетов большое значение имеет правильность принятия величины стандартного укорочения К одного рельса. В первом приближении можно определить по зависимости: Определяем потребное укорочение одного рельса:
Kp = S1*lн/R, (2.32)
Kp = 1,6*25,01/600 = 67 мм
В расчёте для укладки примем ближайшее большее стандартное укорочение К = 80мм, то есть длину укороченного рельса lук = 24,92 м