Железнением называется процесс получения прочных износостойких железных покрытий из электролитов. Этот процесс используется в ремонтном производстве для компенсации износа поверхностей деталей. Однако он может использоваться для исправления брака механической обработки, упрочнения рабочих поверхностей деталей из малоуглеродистой стали, не прошедших термическую обработку покрытия пластинок твердого сплава для облегчения прижатия их к резцам.
Химический состав электролитического железа зависит от состава исходных материалов, применяемых при электролизе. В обычных условиях электролиза с применением растворимых анодов железо осаждается с большим количеством примесей и по химическому составу напоминает малоуглеродистую сталь. Физико-химические свойства железных покрытий характеризуются следующими показателями: мелкокристаллическая структура, плотность г/см3, температура плавления 1535 °С, коэффициент линейного расширения 11,9 ] 10~° град-1, предел прочности неотожженного железа 735 .776 МПа, относительное удлинение 10 .50%, микрон твердость 1600 .7800 МПа в зависимости от условий электролиза. Основные физико-механические и связанные с ним эксплуатационные свойства железных покрытий (структура, твердость, плотность, износостойкость, внешний вид) изменяются в широких пределах в зависимости от условий электролиза. Износоустойчивость деталей, восстановленных твердым (4000 .600& МПа) электролитическим железом, не уступает износостойкости новых деталей. Таким образом, твердое электролитическое железо по химическому составу напоминает малоуглеродистую сталь, а по некоторым свойствам (твердость, прочность, износостойкость, коррозионная стойкость) среднеуглеродистую сталь. Процесс обладает следующими технико-экономическими показателями: исходные материалы и аноды недефицитны и дешевы, высокий выход металла по току (85 . 95 %); высокая производительность скорость осаждения железа 0,2 . 0,5 мм/ч; толщина твердого покрытия может достигать 0,8 . 1,2 мм; возможность широких пределах регулировать свойства покрытий (микротвердость 1600 .7800 МПа) в зависимости от их назначения обусловливает универсальность процесса; достаточно высокая износостойкость покрытий, приближающаяся к износостойкости закаленной стали; покрытия хорошо хромируются, что позволяет при необходимости повышать износостойкость деталей нанесение более дешевого, чем хромового, комбинированного двухслойного покрытия «железо + хром>>; себестоимость восстановления деталей железнением составляет примерно 30 .50% стоимости новых деталей при равной износостойкости.
В ремонтном производстве наиболее часто применяют хлористые электролиты. Сернокислые электролиты по сравнению с хлористыми обладают меньшей химической агрессивностью и окисляемостью. Однако они уступают хлористым электролитам по производительности, качеству получаемых покрытий и другим показателям.
По температурному режиму электролиты разделяются на горячие и холодные. Первые характеризуются высокой температурой (60 .90°С), позволяющей проводить железнение при большей плотности тока и высокой производительности процесса.
Вторые (электролиз ведётся без нагревания) в большинстве допускают применение малых плотностей тока, и поэтому малопроизводительны.
Ниже приведены наиболее распространённые электролиты.
Параметры режимов железнения
Электролит 1 23
Температура электролита 70…80 70…80 70…80
Плотность тока. А/дм" 20 .4020 .5020 .60
Выход по току, %85 .9285 .9585 .95
Кислотность, рН0,8 .1,20,8 .1,20,8 . 15
Электролит 4 56
Температура электролита, °С95 .9820 .5030 .50
Плотность тока, А/дм210 .1510 .3020 .25
Выход по току, % 90 85 .9285 .92
Кислотность, рН -0,5 . 1,30,6 . 1,2
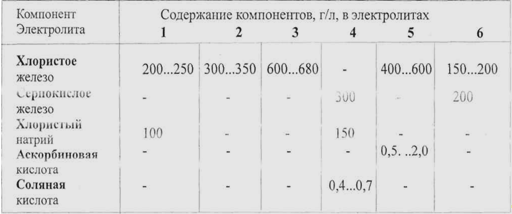
Таблица 3 - Состав электролитов
Процесс покрытия электролитическим железом обычно осуществляется с использованием растворимых анодов из малоуглеродистой стали 08 или 10. При растворении анодов образуется шлам, поэтому во избежание загрязнения электролита аноды помещают в чехлы из стеклоткани. В случае наращивания железного покрытия с применением нерастворимых (угольных) анодов возникает необходимость систематического корректирования состава электролита по мере сто истощения.
Электролит 1 позволяет получать плотные и гладкие покрытия плотностью 6500 МПа и толщиной до 1,0 .1,2 мм. Электролит2 обладает оптимальной концентрацией, не изменяемой при длительной работе ванны, и по своим показателям близок к электролиту 1 (применяется чаще, чем электролит 1).
Высококонцентрированный электролит 3 позволяет получать высококачественные покрытия толщиной до 3 мм. Этот электролит обычно применяют при нанесении покрытий на внутренние поверхности при вневанном железнении.
Электролиты 1 и 3 не стабильны по составу. Концентрация железа в электролите 1 постепенно увеличивается, а в электролите 3 уменьшается, стремясь к оптимальному значению, что вызывает определенные затруднения при эксплуатации ванны.