При проектировании буксирного устройства и кранцевой защиты для транспортного судна я основывался на принципиальной схеме буксирного устройства судов ледокольного типа (рис.4.1 и рис.4.2).
Основные составляющие:
буксирная лебедка с емкостью барабана около 500-700 м буксирного троса с канатоукладчиком и автоматикой для удержания заданной длины и тягового усилия в канате;
амортизатор (демпфер) гидродинамического или иного типа;
две буксирные серьги - одна у самого кормового выреза, другая на палубе по линии буксирного троса между лебедкой и кормовой серьгой;
кормовой вырез достаточной глубины для предотвращения выхода из него форштевня буксируемого судна на поворотах, оборудованный надежными мягкими кранцами.
На мощных ледоколах кранцы, как правило, устанавливаются в два яруса, причем кормовые кранцы для большей износоустойчивости покрываются металлической кольчужной сеткой.
Необходимые составляющие
Зачастую, в случаях аварийной буксировки на транспортном судне выбор снабжения ограничен. Исходя из этого, при проектировке буксирного устройства я использовал элементы, имеющие достаточно широкое применение на судах транспортного флота.
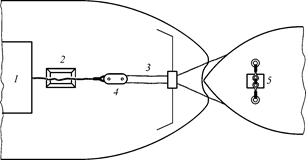
1 - лебедка; 2 - стопор Булливана; 3 - буксирная серьга;
4 - блок Николаева; 5 - бензель
Рисунок 4.1 - Буксирное устройство на ледоколах типа "Капитан Белоусов"
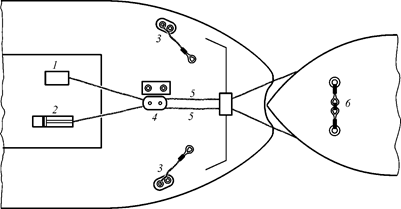
1 - лебедка; 2 - демпфер; 3 - оттяжка;
4 - блок Николаева; 5 - буксирная серьга; 6 - бензель
Рисунок 4.2 - Буксирное устройство на ледоколах типа "Арктика"