Страница 1
В зоне ТО-1 я выбрал поточный метод обслуживания на специализированных постах, так как сменная программа - 13 автомобилей за смену.
Схема технологического процесса на объекте проектирования
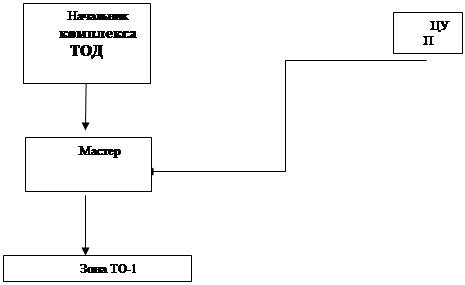
Схема управления зоной ТО-1.
Режим работы производственных подразделений
Совмещенный суточный график работы автомобилей на линии и производственных подразделений АТП
|
Наименование производственных
подразделений |
Рабочие смены |
|
|
I смена |
II смена |
III смена |
|
|
Промежуточный склад | | | |
|
|
Ремонтные участки | | | |
|
|
Зона ТР | | | |
|
|
Зона ТО-2 | | | |
|
|
Зона ТО-1 | | | |
|
|
Посты общей и поэлементной диагностики | | | |
|
|
Зона ЕО | | | |
|
|
Автомобили на линии | | | |
|
|
t (ч) |
1 |
2 |
4 |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
| | | | | | | | | | | | | | | |
Потери мощности и КПД трансмиссии
При оценке потерь в трансмиссии автомобиля определяют, через какие агрегаты и механизмы передается мощность от двигателя к ведущим колесам. После этого строят упрощенную схему трансмиссии (рис. 2).
Рис. 2 Упрощенная схема трансмиссии автомобиля КАМАЗ 43105:
1 – двигатель, 2 – главная передача переднего моста, 3 – сцепление,
4 – коробка передач, 5, 6, 7, 8 – карданные передачи, 9 – раздаточная коробка, 10 – главная передача заднего м ...
Правила приёмки и выдачи грузов
Автотранспортные предприятия принимают к перевозке грузов на основании утверждённых в установленном порядке планов и заключённых трудовых договоров на перевозку грузов, а также грузы разового характера.
Типы и количество автомобилей, необходимых для осуществления перевозок грузов, определяется автотранспортным предприятием в зависимости от объёма и характера перевозок. Автотранспортные предприятия обязаны обеспечивать своевременную подачу подв ...
Обследование условий движения
Боковая видимость на исследуемом участке улицы соответствует нормам. Так, наименьший отрезок пешеходного пути, видимый водителями с расстояния 50 м от конфликтной точки, составляет не менее 9 метров.
Степень прозрачности треугольника боковой видимости отличная. Значимые помехи отсутствуют, конфликтующие участники видят друг друга непрерывно. ...