1. Открыть крышку стенда с загрузочной стороны.
2. При помощи цехового мостового крана загрузить ёмкость со свежим щебнем.
3. Закрыть крышку с загрузочной стороны.
4. Включить электродвигатель привода насоса.
5. Поднять вырубку РШР. (произойдет замена ёмкостей, под собственной силой тяжести.)
6. Опустить решётку. (произойдёт фиксация ёмкости на раме продольного перемещения)
7. 0ткрыть крышку со стороны выгрузки емкостей.
8. Вынуть ёмкость со старым щебнем, для замены балласта на свежий.
9. Закрыть крышку со стороны выгрузки.
10. Поставить машину на стенд, для обкатки.
11. После двух циклов подбивки переместить ёмкость со щебнем путём перемещения рамы продольного смещения (под шпалами уплотненный балласт замнется на не уплотнённый, который был между шпал)
12. После двух циклов подбивки вернуть ёмкость в исходное положение.
Цикл может повторяться несколько раз.
В одной ёмкость можно обкатать примерно 4 машины.
При обкатке контролируют:
Герметичность уплотнений и штуцерных соединений блока.
Утечка масла по штуцерным соединениям, штокам и корпусам гидроцилиндров не допускается.
Допускается расход масла через торцовые уплотнения осей рычагов в виде капель с интервалом времени не менее 1,5 мин. Расход масла через уплотнения при неработающем блоке не допускается; качество перемещения штоков гидроцилиндров.
Перемещение должно быть плавным, без заеданий, и ход штоков должен быть полным от одного крайнего положения до другого; температура нагрева подшипников вибровала. Максимальный нагрев подшипников не должен превышать ПО °С. В случае превышения допустимого значения температуры следует уменьшить частоту вращения вибровала до 1000 мин-1, при этом проверить уровень масла в системе смазки и при необходимости довести до нормы. Если в течение 10-15 мин температура подшипников не уменьшается или продолжает расти, нужно остановить блок и прекратить обкатку для выявления причины перегрева. Если же температура снизилась, необходимо вернуться к 2100 мин-1 и продолжить обкатку. Такое снижение оборотов выполняют не более 3 раз в течение первых 1,5 ч обкатки в номинальном режиме, причем время работы блока на пониженных оборотах в продолжительность обкатки не включается. Снижение оборотов на заключительном этапе обкатки (после шприцовки) не допускается.
В случае вынужденных остановок стенда, связанных с заменой каких-либо узлов и деталей блока, счет часов обкатки начинают сначала после внесения требуемых исправлений.
Остановки, не связанные с неисправностью блока, счета часов не нарушают, время этих остановок в продолжительность испытаний не включают.
Для наглядности проведения обкатки подбивочных блоков составлен графический алгоритм на рисунке 21
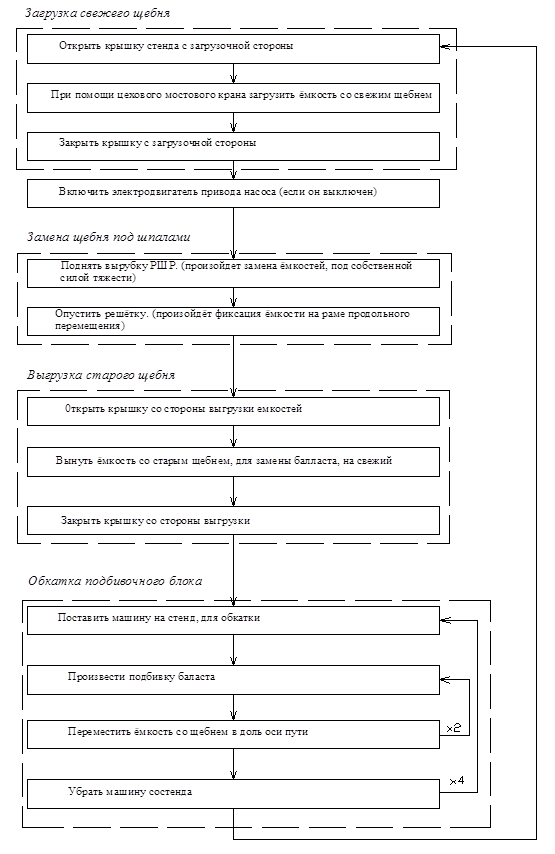
Рисунок 21 - Алгоритм проведения обкатки стенда