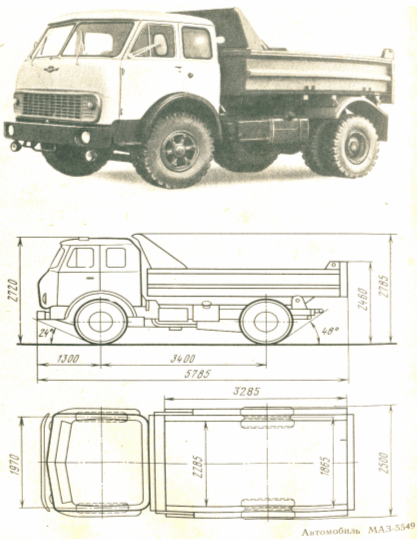
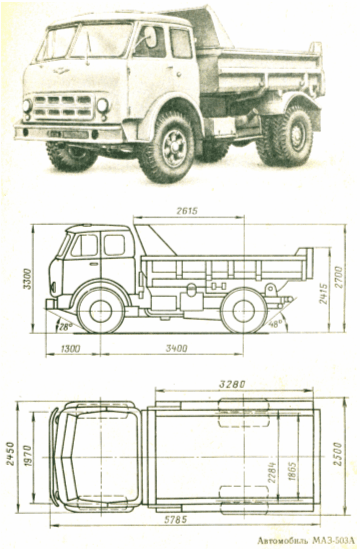
Выпускаются Минским автомобильным заводом: МАЗ-503А на базе автомобиля МАЗ-500А с 1970г., МАЗ-5549 на базе МАЗ-5335 с 1977г.
Кузов – цельнометаллический с разгрузкой назад. Кабина – двухместная, цельнометаллическая.
|
Параметры |
МАЗ-503А |
МАЗ-5549 | |
|
Грузоподъёмность, кг |
8000 | ||
|
Собственная масса, кг |
7100 |
7225 | |
|
В т. ч. на переднюю ось |
3580 |
3600 | |
|
" на заднюю ось |
3520 |
3625 | |
|
Полная масса, кг |
15250 |
15375 | |
|
В т. ч. на переднюю ось |
5250 |
5375 | |
|
" на заднюю ось |
10000 | ||
|
Объём кузова, м3 |
5,1 |
5,3 | |
|
Угол подъёма кузова, град |
55 | ||
|
Время подъёма кузова с грузом, с |
15 | ||
|
Максимальная скорость, км/ч |
75 | ||
|
Тормозной путь со скорости 50 км/ч |
18 | ||
|
Контрольный расход топлива при скорости 40 км/ч, л/100 км |
22 | ||
|
Подъёмное устройство |
Гидравлическое с приводом от коробки отбора мощности, | ||
|
Наибольшее рабочее давление кгс/см2 |
100 |
130 | |
|
Объём гидросистемы подъёмного устройства, л |
25 летом - масло индустриальное 20, зимой – индустриальное 12 | ||