После чего вывертывают крышку 13,предварительно вывернув стопорный винт 12 (М6Х8). Вынимают вспомогательную гайку 10 с подшипником 11 и пружиной 9.
На этом разборка регулятора заканчивается. Все детали промывают в керосине, протирают насухо и подвергают тщательному осмотру и проверке.
Ремонт основных деталей авторегулятора.
Головку авторегулятора осматривают с проверкой основных размеров. При наличии трещин, изломов, а также износа резьбы М95Х2 по шагу и диаметру более чем на 0,4 мм или срыва резьбы общей длиной более 1,5 нитки головка регулятора к дальнейшей эксплуатации не допускается. Заусенцы на гранях резьбы разрешается удалять напильником или шабером, а местные забоины и срывы прорезать на токарно-винторезном станке. Забитую резьбу М8 можно прорезать метчиком.
Если на конусной поверхности появляется местный износ глубиной до 0,6 мм, поверхность следует проточить с сохранением конусности 30°. Мелкие риски на этой поверхности удаляются протиркой с пастой ГОИ.
Регулирующий винт, вспомогательная и регулирующая гайки осматривают, их основные размеры проверяют. При наличии трещин, изломов и изношенной резьбы, когда гайки имеют продольное перемещение более 1 мм, детали бракуют.
Заусенцы, задиры, забоины на резьбе должны быть зачищены. Равномерный износ конусной поверхности регулирующей гайки допускается глубиной не более 0,6 мм; при большем износе разрешается поверхность обточить с сохранением конусности 45°.
Пружины, имеющие излом, трещины и другие поверхностные дефекты, бракуют. Заменяют новыми также пружины, имеющие по сравнению с установленными минимальными допусками просадку: возвратная пружина — более чем на 4 м; пружина роспуска — более чем на 1 мм; пружина регулирующей гайки — более чем на 1,5 мм. Проверка высоты пружин выполняется на специальном приспособлении, показанном на рис. 4. Остальные детали регулятора при ремонте также осматриваются и проверяются специальными шаблонами. Задиры и заусенцы на деталях зачищаются, а их рабочие размеры доводятся до чертежных.
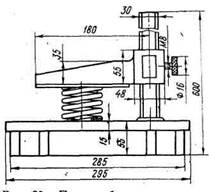
Рисунок 4. Приспособление для измерения высоты пружины
Сборка бескулисного авторегулятора.
Сборка регулятора производится по узлам в последовательности, обратной разборке. При сборке все трущиеся поверхности деталей и подшипники смазывают смазкой ЖТКЗ ВТУ ЦТУ № 13-66 или ЦИАТИМ-201 ГОСТ 6267—59.
Вначале в корпус регулятора вставляется возвратная пружина, а затем собирают узел тягового стакана. Корпус стакана зажимают в тисках в вертикальном положении. В него последовательно вставляют пружину 9, подшипник 11, вспомогательную гайку 10 и поджимают эти детали крышкой 13, завертывая ее до совпадения отверстий в ней и в корпус стакана под стопорный винт 12 (М6Х8). Затем ослабляют тиски, переворачивают стакан, вновь закрепляют его в тисках и последовательно вставляют регулирующую гайку 8, подшипник 2, пружину 3, втулку 4, тяговый стержень 6. Все эти детали поджимают гильзой 5, которую завертывают до совпадения отверстий в ней и в корпусе стакана под стопорный винт 7 (М6Х8). После того как собран узел тягового стакана, производят окончательную сборку регулятора на комбинированном приспособлении (см. рис. 2). Корпус 4 регулятора со вставленной в него возвратной пружиной 7 устанавливают на опорную плиту 21 приспособления и закрепляют прижимом 6.
На регулирующий винт навертывают собранные узлы головки и стакана, при этом необходимо убедиться, что они при вертикальном положении винта свободно, без заеданий навинчиваются под собственным весом. Затем комплект этих узлов вставляют в корпус 4, в отверстие тягового стержня 10 ввертывают натяжной винт 15 приспособления; впуская воздух в силовой цилиндр 20, сжимают возвратную пружину 7, ключом ввертывают головку 2 и закрепляют ее болтом М8 х 12.
Далее выпускают воздух из силового цилиндра приспособления, отпуская возвратную пружину, и вывертывают натяжной винт приспособления из тягового стержня 10. Регулирующий винт ввертывают в головку до выхода его конца из тягового стержня, после, этого на винт навертывают предохранительную гайку 8, совмещают отверстия в винте и гайке и вставляют штифт 9.
После сборки регулятор снимают с приспособления и устанавливают на стенд для испытания.
Испытание авторегулятора на стенде. Стенд для испытания авторегуляторов (рис. 5) представляет собой сварной каркас, на котором установлен тормозной цилиндр диаметром 14". Шток поршня цилиндра шарнирно соединен с рычагом 2, верхний конец которого валиком 3 соединяется с ушком 4 регулятора. Специальное упорное устройство 5 предназначено для закрепления упора привода 6.