Схема технологического процесса организации производства ТО и ТР в АТП
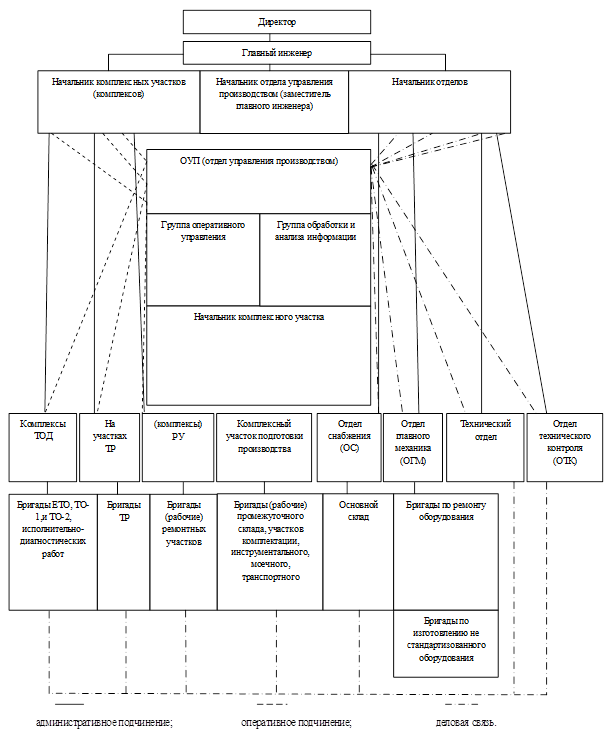
Основные организационные принципы этого метода заключается в следующем:
Управление процессом ТО и ремонта подвижного состава в АТП осуществляется централизованно отделом (центром) управления производством.
Организация ТО и ремонта в АТП основывается на технологическом принципе формирования производственных подразделений (комплексов), при котором каждый вид технического воздействия (ЕО, ТО-1, ТО-2, Д-1, Д-2, TP автомобилей, ремонт агрегатов) выполняется специализированными подразделениями.
Подразделения (бригады, участки и исполнители), выполняющие однородные виды технических воздействий, для удобства управлениями ими объединяются в производственные комплексы:
комплекс технического обслуживания и диагностики (ТОД);
комплекс текущего ремонта (TP);
комплекс ремонтных участков (РУ).
Подготовка производства (комплектование оборотного фонда, доставка агрегатов, узлов и деталей на рабочие места и с рабочих мест, мойка агрегатов, узлов и деталей перед отправкой в ремонт, обеспечение рабочим инструментом, перегон автомобилей в зонах ожидания ТО и ремонта) осуществляется централизовано комплексом подготовки производства (ПП).
Обмен информацией между отделом управления и всеми производственными подразделениями базируется на двусторонней диспетчерской связи, средствах автоматики и телемеханики.
Вторая ступень
дистанционная направленная защита ДС2
Первичное сопротивление срабатывания второй ступени выбирается исходя из минимального тока К.З. на шинах смежной подстанции точка к3, Zсэ11= кч*|
Zkmax|,
где кч
- коэффициент чувствительности; Zkmax
- максимальное сопротивление, замеряемое защитой при К.З. на шинах смежной подстанции.
При этом смежный путь на участке пост секционирования - подстанция А считается отключенным. Значение Zkmax при узловой схеме питания определяется по выражению: ...
Показатели качества использования грузовых вагонов
1. На основании показателей объема работы вагонного парка рассчитываются показатели качества использования вагонного парка. Эти показатели приводятся в статистической отчетности: среднесуточная производительность вагона грузового парка Fw , динамическая нагрузка груженого qgr и рабочего qrb , статистическая нагрузка p, процент порожнего пробега вагонов к груженому αw-gr и общему пробегу αw, среднесуточный пробег Sw, полный рейс Rw, ко ...
Определение параметров сцепления
Параметры дисков
Расчетный момент
, Н×м, (48)
где – максимальный свободный крутящий момент двигателя, Н×м;
– коэффициент запаса сцепления,
Н×м
Число пар трущихся поверхностей
, (49)
где – расчетный момент, Н×м;
– коэффициент трения, ;
– допустимое давление нажимного механизма, КПа =500 КПа;
– ширина трущейся поверхности, м;
– средний радиус трущихся поверхностей, м;
– коэффициент, учитывающий уменьше ...