Страница 2
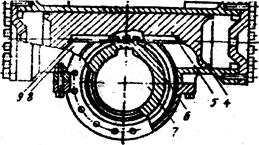
2) Исполнительная часть рулевой машины с плунжерно-реечным приводом.
Их выпускают в одинарном и сдвоенном исполнении типен РГ и 2РГ на крутящие моментм2,5-80 кН. м. Особенность \ устройства заключается в объединении двух соосных цилиндров в один цилиндр, названный моментным, с общ; м двусторонним плунжером 5. Последний по обоим концам уплотнен манжетами 4, а в остальной его части по длине, сделан вырез 8, в котором нарезала ьС чатая рейка 9 для сцепления с шестерней 6, насаженной па шпонке на баллер 7 рулевого органа* Сверху и снизу исполнительный механизм закрывается крышками с уплогиительными манжетами. Номинальное рабочее давление масла в этих машинах составляет 6,5-8,5 МПа. Преимуществом рулевых машин с плунжерно-реечным приводом являются малые габаритные размеры и масса.
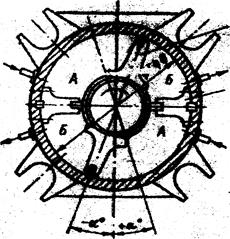
3) Лопастной рулевой привод является исполнительной частью электрогидравлической рулевой машины РЭГ-ОВИМУ-7. Принцип действия привода заключается в следующем. Ротор привода поворачивается по часовой стрелке при подаче рабочей жидкости в полости А, а полости Б при этом будут сливными. Противоположное поворачивание ротора достигается подачей рабочей жидкости в полости Б. Рулевой привод рассчитан на работу при номинальном давлении жидкости 3,5 МПа, крутящий момент при этом давлении составляет 70 кНм.
Меры пожарной безопасности
Всем работникам, перед допуском к работе проводится противопожарный инструктаж – проводит непосредственный руководитель работ; (мастер РМЦ, механик), не реже одного раза в 6 месяцев.
Приказом по предприятию создаётся добровольная пожарная дружина, в цехах создаются пожарные расчёты с указанием обязанностей каждого члена пожарного расчёта с указанием порядка оповещения о пожаре.
Участок оснащается одним ящиком с песком и совком, а так же двумя ...
Динамический фактор автомобиля
Динамический фактор автомобиля представляет собой совокупность динамических характеристик, номограммы нагрузок автомобиля и графика контроля буксования его колес. Динамический фактор автомобиля дает представление о динамических свойствах автомобиля при заданных дорожных условиях и нагрузке автомобиля.
Динамическая характеристика - это зависимость динамического фактора автомобиля с полной нагрузкой от скорости его движения Di = f(Va). Графики д ...
Характеристика подвижного состава
В курсовой работе для перевозки взята водка, ликёроводочные изделия, и вино в ящиках. Предлагается использовать автомобиль ГАЗ 33024
Ниже приведена краткая техническая характеристика:
Автомобиль ГАЗ 33024. бортовая (год выпуска 2007), предназначен для перевозки различных видов груза.
Весовые параметры:
Значения
Полная масса автомобиля ,кг
Грузоподъемность ,кг
5650
2500
Общие технические данные:
Колёсная формула
К ...