Концевые, разобщительные краны и краны экстренного торможения ремонтируют в отделении тормозной арматуры. Вдоль поточной линии установлены типовые столы – верстаки с приспособлениями и оснасткой для разборки, ремонта и испытания. На рабочих местах расположены выписки из правил и технологического процесса выполнения операций.
Отделение ремонта соединительных рукавов оснащено приспособлениями для очистки, ремонта и испытания. Неисправный рукав раскомплектовывают, негодные элементы заменяют исправными. Соединительные головки, хомутки, резинотканевые трубки, снятые головки и штуцера очищают, проверяют контрольными шаблонами, ремонтируют и передают для комплектования новых рукавов на специальных стендах. Перед гидравлическим и пневматическим испытаниями скомплектованный рукав выдерживают не менее 24 часов для высыхания резинового клея, которым смазывают наконечники головки и штуцера. После испытания на соединительных рукавах закрепляют бирки с клеймами.
Тормозное оборудование пассажирских вагонов отличается от оборудования грузовых в основном конструкцией воздухораспределителей, а также применением электропневматической системы управления. Пневматическое и электропневматическое оборудование пассажирских вагонов ремонтируют также в АКП.
Все тормозное оборудование, отремонтированное и испытанное в АКП, должно быть зафиксировано в журнале формы ВУ-47.
Хранение отремонтированного и испытанного тормозного оборудования необходимо производить на специальных стеллажах и в кладовой готовой продукции
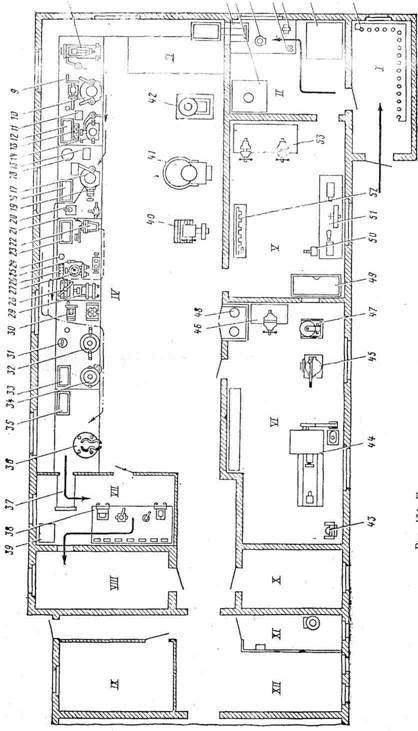
Экспликация
/ — отделение для наружной очистки; // — отделение для разборки и очистки; /// — место для осмотра и определения объема ремонта; IV — отделение для ремонта приборов; V — отделение для ремонта арматуры; VI — механическое отделение; VII — отделение для контроля и испытания приборов; VIII — кладовая; IX — гальваническое отделение; X — контора мастера; XI — котельная; XII — бытовая комната