Искусственные дефекты стандартного образца изготовлены таким образом, что бы градиент их полей рассеяния был равен градиенту поля рассеяния максимального допустимого дефекта корпуса автосцепки.
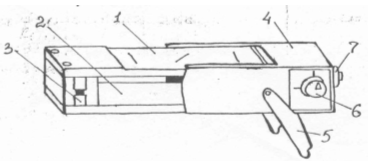
Рисунок 2. Стандартный образец СОП-НО-23
1 – пластина с искусственными дефектами; 2 – магнитопровод; 3 – регулирующее устройство с постоянными магнитами; 4 – кожух; 5 – опора; 6 – ручка регулирующего устройства; 7 – фиксатор регулирующего устройства.
Технология контроля.
Технологический процесс феррозондового контроля корпуса автосцепки представлен в виде карты контроля корпуса автосцепки феррозондовым методом (чертеж И9.47.1.039.07.Д).
При контроле корпуса необходимо знать критерий браковки по экс-плуатационным и литейным дефектам, которые представлены в таблице 18.
Таблица 18 Критерии браковки корпуса автосцепки.
|
Зона контроля |
Характеристика дефекта |
Критерии браковки |
Применяемые меры |
|
Переход от головы к хвостовику |
Трещины поперечные и наклонные: -не переходящие на сопряженные поверхности |
Глубиной менее 15 мм |
Ремонт |
|
Суммарная длина нескольких трещин менее 110 мм |
Ремонт | ||
|
Глубиной более 15 мм |
Исключить из инвентаря | ||
|
Суммарная длина нескольких трещин более 110 мм | |||
|
-переходящие на сопряженные поверхности |
Независимо от размера |
Исключить из инвентаря | |
|
Хвостовик |
Трещины поперечные и наклонные: |
Корпус проработавший менее 20 лет: суммарная длина нескольких трещин менее 150 мм |
Ремонт |
|
суммарная длина нескольких трещин более 150 мм |
Исключить из инвентаря | ||
|
Корпус поработавший более 20 лет: суммарная длина нескольких трещин менее 100 мм |
Ремонт | ||
|
суммарная длина нескольких трещин более 100 мм |
Исключить из инвентаря | ||
|
Трещины поперечные и наклонные, заваренные и не заваренные в зоне изгиба |
Независимо от размера |
Исключить из инвентаря | |
|
Кромка отверстия для клина тягового хомута |
Трещины поперечные и наклонные: -не переходящие на сопряженные поверхности |
Независимо от размера |
Ремонт |
|
-переходящие на сопряженные поверхности |
Независимо от размера |
Исключить из инвентаря | |
|
Перемычка хвостовика |
Трещины поперечные и наклонные: -не переходящие на сопряженные поверхности |
Независимо от размера |
Ремонт |
|
-переходящие на сопряженные поверхности |
Независимо от размера |
Исключить из инвентаря | |
|
Кромки контура большого зуба |
- плоскости наружных ребер большого зуба |
Независимо от размера |
Ремонт |
|
- выходящие за горизонтальные плоскости наружных ребер большого зуба |
Независимо от размера |
Исключить из инвентаря | |
|
Верхний угол отверстия для замка |
Трещины поперечные и наклонные по отношению к кромке отверстия: - не выходящие за горизонтальную поверхность головы |
Независимо от размера |
Ремонт |
|
- выходящие за горизонтальную поверхность головы |
Независимо от размера |
Исключить из инвентаря | |
|
Верхний угол отверстия для замкодержателя |
Трещины поперечные и наклонные по отношению к кромке отверстия: - не выходящие за положение верхнего ребра со стороны большого зуба |
Независимо от размера |
Ремонт |
|
- выходящие за положение верхнего ребра со стороны большого зуба |
Независимо от размера |
Исключить из инвентаря | |
|
Нижний угол для замкодержателя |
Трещины поперечные и наклонные по отношению к кромке отверстия |
Длиной менее 20 мм |
Ремонт |
|
Длиной более 20 мм |
Исключить из инвентаря | ||
|
Нижний угол для замка |
Трещины поперечные и наклонные по отношению к кромке отверстия |
Длиной менее 20 мм |
Ремонт |
|
Длиной более 20 мм |
Исключить из инвентаря | ||
|
Переход от ударной поверхности к боковой стенке большого зуба |
Трещины поперечные и наклонные по отношению к кромкам контура большого зубы |
Независимо от размера |
Исключить из инвентаря |
|
Переход от боковой стенки к тяговой поверхности большого зуба |
Трещины поперечные и наклонные по отношению к кромкам контура большого зубы |
Независимо от размера |
Исключить из инвентаря |
|
Все контролируемые поверхности |
Литейные дефекты | ||
|
Раковины трещиновидные |
Независимо от длинны: - глубиной менее 7 мм |
Ремонт | |
|
- глубиной более 7 мм |
Исключить из инвентаря | ||